Tepex® Thermoplastic composites
A product family of innovative, thermoplastic semi-finished products made of highly resilient composite materials. It consists of continuous or long fibers in a matrix of various engineering thermoplastics.
- High stiffness and strength combined with extremely low weight
- Large-scale, fully automated processing methods with high reproducibility
- Trusted partner from the initial idea to the finished component
The high performance composite laminate system made with thermoplastic polymers
Tepex® is the composite material family of Bond-Laminates, a 100% daughter company of Envalior. It consists of continuous or long fibers in a matrix of various engineering thermoplastics. Fiber materials include glass, carbon, aramid and flax. This structure gives the flat semi-finished products their exceptionally high strength and rigidity combined with extremely low weight.
In this way, even sophisticated components can be produced cost-effectively. In particular, the combination with plastic injection molding as a processing technique allows efficient series production. Versatile and high-performance at the same time, Tepex® is a convincing answer to challenges arising from current megatrends such as the New Mobility. It enables innovative solutions for individualized product designs and product properties as well as enhanced safety, resource conservation and environmental protection.
Whenever there is a demand for lightweight construction on a large scale and seamless functional integration in a resilient, durable solution, Tepex® emerges as the material of choice.
TEPEX® family
TEPEX® DYNALITE
Tepex® dynalite materials consist of one or more layers of semi-finished textile products with continuous fibers embedded in a matrix of industrial thermoplastics. This grade is fully impregnated and consolidated. All the fibers are thus sheathed with plastic, and the material does not contain any air pockets. Tepex® dynalite therefore provides maximum strength and stiffness combined with low density and superior dynamic characteristics.
TEPEX® FLOWCORE
Tepex® flowcore utilizes glass or carbon fibers of finite length, enabling compression molding for increased design flexibility. These fibers are fully impregnated and consolidated. The flowcore family incorporates structures with both continuous (Tepex® dynalite) and long fibers (Tepex® flowcore), usually placing continuous fibers on the exterior and long fibers in the center. This creates a fiber composite with maximum flexural strength, supporting the molding of intricate components.
TEPEX® SEMIPREG
In contrast to Tepex® dynalite, the materials of the semipreg family are not fully consolidated and thus mechanically less resilient. As a result, lower density and modified acoustic properties can be achieved with a defined material thickness. In applications for which the stiffness-dominated dynalite does not offer the suitable property profile, semipreg can be an attractive alternative.
TEPEX® ANTI-BALLISTIC
Tepex® anti-ballistic materials made from aramid fabrics are specially designed for optimum anti-ballistic performance. The material systems are used in protective products, like helmets and car armor and further protection gear.
Applications & Industries
PROPERTIES – SERVICES – KNOWLEDGE
- Properties
- CAE
- Cutting
- Production
- Forming
- Sustainability
Tepex Properties
Tepex® is a group of composite semi-finished products that are fully impregnated, consolidated and plate-shaped. They are made of high-tensile continuous fibers (or long fibers in the case of Tepex® flowcore) and a thermoplastic matrix. These composite sheets can be processed into complex components in short cycle times through heating and subsequent forming. Continuous fibers are mainly glass and/or carbon fibers in the form of fabrics, inlays or other semi-finished textile products. Matrix materials are thermoplastics such as polypropylene, polyamide 6, polyamide 66, polyamide 12, polycarbonate, thermoplastic polyurethane and polyphenylene sulfide. The strengths of Tepex® can be summarized as follows:
- High stiffness
- Very high strength
- High lightweight construction potential thanks to low density
- Very short cycle times in component manufacturing
- Thermoplastic matrix enables overmolding and welding
- Excellent design flexibility
- Solvent-free
- Recyclable
- Very good energy absorption properties
- Low coefficient of thermal expansion
- Good dimensional stability and chemical and corrosion resistance
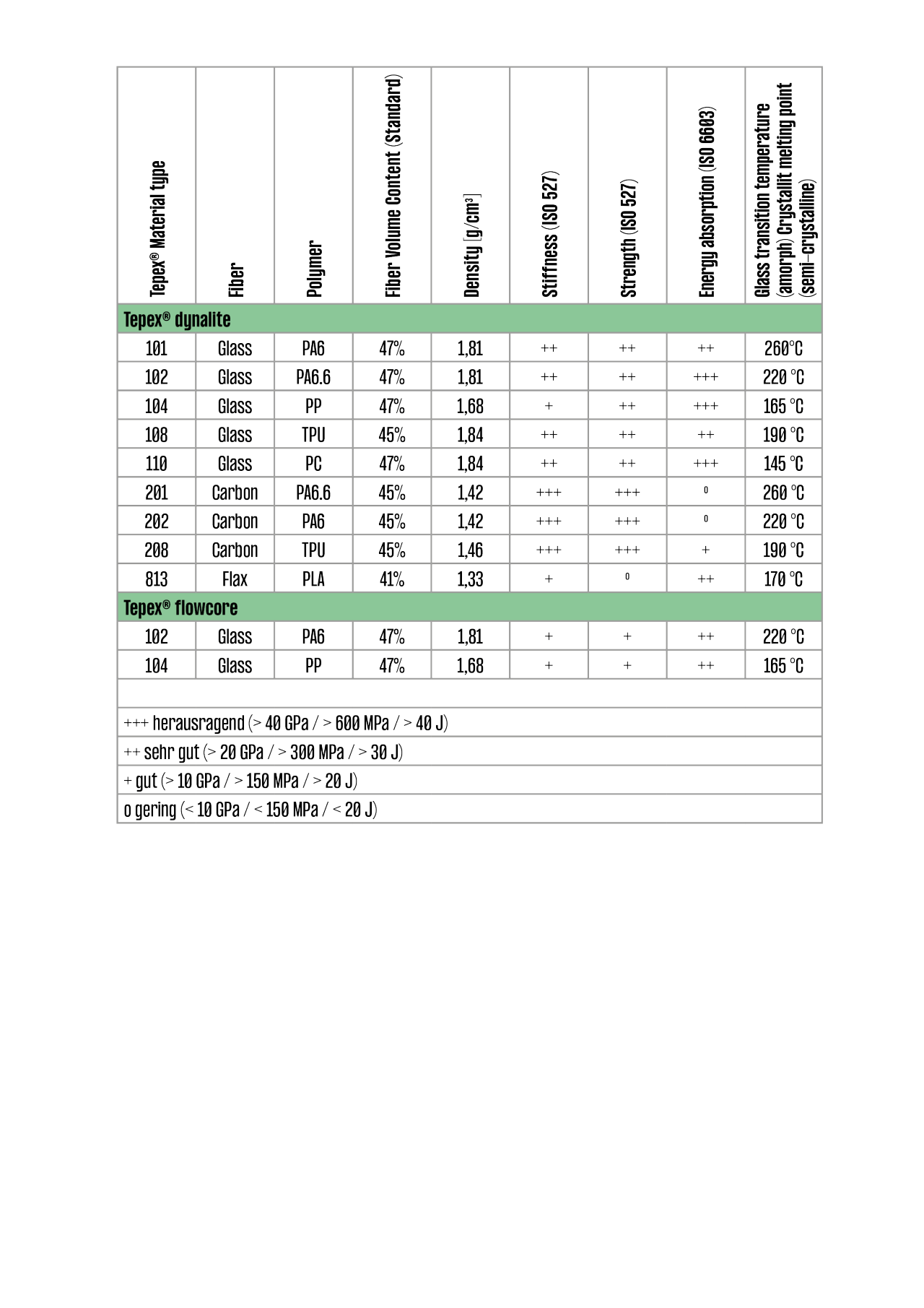
Fiber-plastic composites are characterized in particular by their excellent stiffness and very high strength coupled with very low density. These are the properties of an ideal lightweight construction material. The following table shows the key parameters of a number of standard Tepex® grades:
Computer-aided engineering (CAE) of Tepex® components is essential to achieve short development times, cost-effective production processes and component design that is optimized for the load cases. In this process, the design relates specifically to both the production process and the mechanical behavior of the component and the interaction between production and component properties.
The anisotropy – i.e. directional dependency – is the most important property of the semi-finished product in the design process. The morphology of the reinforcing fabric gives rise to a tension-compression asymmetry, a dependency on the position in terms of the through plane (layer structure) and, for the manufacturing process, the drapability. The matrix properties give rise to the temperature and, in some cases, moisture content dependency, as well as – depending on the type of load – time-dependent creep. The layer structure also produces relatively large differences between tensile and flexural properties.
Both the manufacturing process and component behavior can be characterized highly effectively using standard FE methods and calculation programs (solvers), with precision and forecast quality depending on the model-based approach used, the scope of the underlying measuring data and the specific aspects to be calculated.
In order to sufficiently predict the manufacturing process, the resulting fiber orientation and the component properties through to fracture behavior, we have developed tools based on the FE solver ABAQUS that characterize the properties and influences referred to and can thus be used directly in the development process for Tepex® components. These FE tools use material data that are calculated using direction-dependent tensile tests, sometimes with a high expansion rate, and various shear and flexural tests.
Figure 1: Stress distribution and deformation in three-point flexural testing

Draping simulation
Forming and draping simulations serve two aims that are independent of each other:
- Determining the distribution of local fiber orientations and shear angles in the fabric. These are needed in the mechanical calculation to take into account the anisotropic material behavior. This calculation is often needed early in the project in the concept phase to mechanically analyze various concept proposals at this stage. Simulation of fiber orientations must therefore be performed quickly and easily and require as little information as possible about the mold that is not yet available at this time. To do this, we use an FE-based calculation method that determines the relevant blank and the distribution of orientations for a given Tepex® geometry very quickly (approximately one hour). The process is not exact, but is generally sufficiently precise (one-step draping).
- Complete representation of the draping process, taking into account blank geometry, mold geometry, slides, retaining needles, handling system etc. The task here is to map the process, identify any errors at an early stage, develop suggestions for improvement and assess process reliability. Calculation of fiber orientation is somewhat in the background in this case. A complete draping study is ideally carried out if the component geometry is essentially fixed and mold data are already available (at least for mold surfaces), yet some flexibility still exists.
Our simulation model for the draping of Tepex® components is based on the FE solver ABAQUS. It takes into account the fact that thermoplastic fabric-based composites do not allow plastic thermoforming but instead are added to the component’s three-dimensional geometry as a result of fabric shear strain from the flat mold (trellis-effect). If the shear effect which is necessary for forming is so large that the fibers lock together, the material switches to the normal direction and wrinkles are produced. This effect can also be reproduced in the calculation model.
Figure 2: Shear angle distribution in a mock-up component

Integrative simulation
Our composite material model for Tepex®, combined with the fiber orientations determined for the component geometry in the one-step draping process, enables highly effective precalculation of the component’s stiffness, strength, crash properties and vibration characteristics. The tools can be used both for pure Tepex® components and those produced using insert-molding, hybrid-molding or flow-molding. Designers can thus react to a weakness in a component at the computer stage – for example by using greater wall thicknesses or reinforcing ribs.
Both tools have proven their suitability and precision in the development of numerous prototype and series components – such as in the case of a front end upper belt, brake pedal, airbag housing, seat shell and infotainment bracket (load-bearing structure of the sound system in a vehicle).
Figure 3: The illustration shows the key influences on integrative simulation of Tepex® hybrid components

Simulation of cooling behavior
We have supplemented the forming simulation and the new material model for Tepex® with a modeling approach that also supports simulation of thermal processes in heated Tepex® during forming. This simulation model essentially makes it possible to examine uneven cooling under slides, for example, and its reverse effect on drapability, which results from the temperature-dependent material behavior.
As this simulation process requires precise information on the heating process and all the thermal conditions and is much more complex overall than the isothermal approach, it is normally only used for analyzing very specific questions and problems.
Designing Tepex® components independently
In joint development projects we use integrative simulation so as to provide customers with support in developing components. Yet it is also important to give our customers tools they can use to design new applications in Tepex® as part of their own CAE workflow. To this end:
- a material model has been validated for the commercial program Digimat from e-Xstream and populated with data. Our customers can use this program in combination with a number of calculation programs. An appropriate program license is needed to use the Digimat solution.
- a standard material model for LS-Dyna (MAT 58) has been identified with which many different design problems can be dealt with effectively.
- linear material datasets that enable a simple stiffness analysis regardless of the code used have been provided for most Tepex® grades.
An expanding reserve of material parameters is available for all methods. All cases require the orientation distribution, which our experts can calculate by using the one-step draping process, for example, and make available for a specified calculation model, to be saved.
SERVICE ALONG THE ENTIRE DEVELOPMENT CHAIN
Our expert team offers the complete know-how that we possess when it comes to materials, composite technologies, simulation methods, component testing, processing and manufacturing. We introduce this expertise to our partnerships with our customers. Our services for Tepex® include:
- Assistance in selecting materials, taking account of component requirements
- Provision of customized polymer grades for insert-molding, hybrid molding and flow-molding
- Materials testing to determine material parameters for mechanical structural analysis and component design
- Simulation of forming (draping) of Tepex®
- Integrative simulation for the load-optimized design of continuous-fiber composite components
- Reproduction of customers’ manufacturing processes in our fully automated, production-quality demo cells to determine process parameters and for quality control and improvement
- Component testing such as mechanical component and climate change tests
CUTTING OF TEPEX® COMPOSITES
Blade cutting
- We offer rectangular shaped blade cuttings or even roll-to-roll longitudinal cuttings.
Water jet
- For Hybrid Molding in mass production, net shaped pre-cuts are required. For these highly automated processes, we supply contour cuts calculated specifically for the customer. A very fine jet of water cuts the Tepex® organo sheets at a pressure of 4000 bar. Abrasive cutting sand can be added if necessary to further improve the cutting performance. 2d cut contours are provided in CAD including optimization of cutting speed and minimization of waste by cleverly arranging and nesting the parts.
- Both the cutting sand from abrasive cutting and all offcuts based on PP and PA6 are 100% recycled. More information to the recycling of Tepex® off cuts can be found in the sustainability section.
- Our waterjet cutting systems are designed in such a way that we have as little downtime as possible. By dividing each machine into two independent work areas, one side can be set up while the second is being cut. We are also able to cut several sheets on top of each other. This multiplies the number of cuts per cutting pass and makes water jet cutting an extremely effective process.

TEPEX® ORGANO SHEETS – CONTINUOUS PRODUCTION PROCESS
Our Tepex® composites are fully or partially consolidated in a continuous, highly automated production process. But why is full consolidation so important?
- With lower consolidation quality (increasing void content), almost all mechanical characteristics drop significantly! In particular, full consolidation exponentially increases fatigue and shear strength limits.
- In terms of quality, a well defined full consolidation enable customers to do an easy and secure income quality inspection. The specific characteristics of the semi-finished goods are equal to those of the final products.

HOW TO REACH FULL CONSOLIDATION?
- For full impregnation and consolidation of a fiber structure with a viscous thermoplastic melt, a certain pressure has to be applied for a certain time. This time can exceed some minutes easily, if the consolidation of an only partially consolidated semi-finished good shall be done in a heated mold. Our answer to this: We offer fully impregnated sheets that reduce the cycle time for part making significantly!

TEPEX® PRODUCTION TECHNOLOGY FOR MAXIMUM QUALITY AND ECONOMY
- At Bond-Laminates we use double belt presses to produce our organic sheet in fully continuous processes. For this purpose, the plastics and textiles, mostly fabrics, are fed from the roll into the press. In the first section of the machine, the polymer is melted under pressure by contact with the heated steel belt of the double belt press.
- In the second section, isobaric pressure distribution ensures that the plastic melt flows into the textile structure. The length of the melt zone gives the material sufficient time to ensure that each individual filament is coated with plastic.
- The third zone of the double belt press is mainly responsible for the final quality of the organic sheet: Here, the corresponding thickness is calibrated by cooling the material under continued pressure until it is once again in a solid state. After leaving the double belt press, an automated edge trimming takes place and project-specific sheet dimensions can be cut.

INSERT MOLDING OF TEPEX® DYNALITE
To obtain a formed and back-molded component, Tepex® inserts can be thermoformed in a first step and back-molded or overmolded in another separate step. The second step requires the preform to be heated up again.

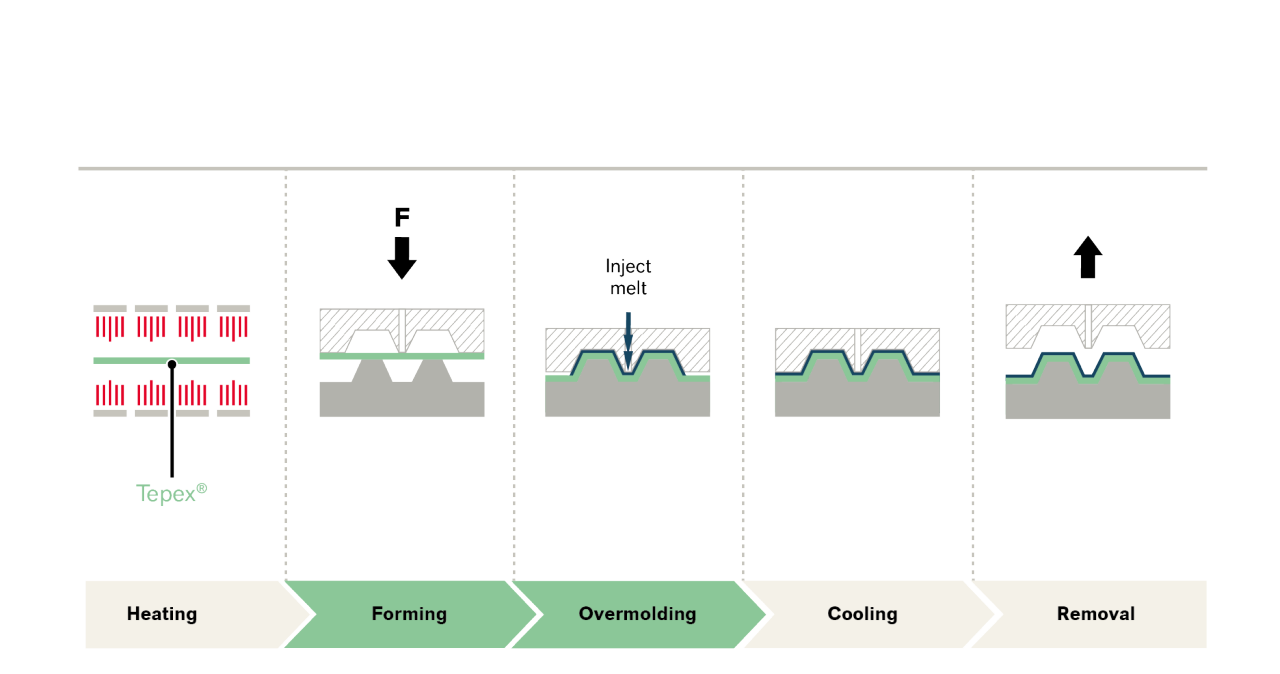
HYBRID MOLDING OF TEPEX® DYNALITE
Hybrid molding offers an economical alternative to the two-step process. The organic sheet is formed and injected together in the injection mold. To produce molded parts in a single step, semi-finished composite sheets are provided as blanks that approximate the final contour. Very short cycle times <60sec. are achievable with this method.
COMPRESSION MOLDING OF TEPEX® FLOWCORE
Complex component geometries with different wall thicknesses are particularly well suited to flow molding. Due to its reinforcement with finite fiber lengths, Tepex® flowcore is suitable for flow-molding. This makes it possible to shape ribs and functional elements. Furthermore, flow-molding is characterized by very high reproducibility and short cycle times.

HYBRID COMPRESSION MOLDING OF TEPEX®
By combining compression molding of LFT or Tepex® flowcore with preheated composite sheets, the production of large, extremely strong and distortion-free components is enabled. Key characteristics of components produced in this way is their extremely high impact resistance.

Lighter construction for more sustainable applications
For us, sustainability means more than recycled or bio-based raw materials and also more than identifying recycling options for our own materials. We strive to tackle this complex issue, particularly for the plastics industry, in its entirety.
The path to a more sustainable future is based, to large extent, on the conscious and economical use of resources and energy. Lightweight construction is a very effective method for saving materials and thus reducing the energy required for movement or acceleration.
More than 20 years ago, the developers of Tepex® organic sheets set out to combine excellent mechanical properties with low density in a single material. The result was a versatile family of materials that can be tailored to a wide range of requirements while always keeping the guiding principle of lightweight construction in focus.
Mechanical Recycling of Tepex®
Thermoplastic matrix materials such as Tepex® organo sheets offer many advantages, both in processing and in recycling at the end of the service live.
A practical recycling concept already exists for industrial waste, primarily trim offcuts from Tepex® processing, in which the waste is ground up and then used for overmolding semi-finished sheets or could be used for conventional injection molding. Already today the process is used for the PP and PA GF Composites post-industrial waste. Fibers and matrix remain unseparated. The process was investigated and evaluated both economically and ecologically for PP-GF composites as part of ReproOrgano project.

Renewable raw materials
In addition to circular processes of recycling and increased energy efficiency, renewable raw materials open up an attractive way to reduce greenhouse gas emissions as they bind carbon dioxide in the course of their production.

Combining a renewable fiber such as flax with an equally renewable matrix material such as polylactic acid (PLA) provides the greatest possible reduction in the CO2 footprint resulting to about 1/3 of a conventional PC/GF system.

Energy efficiency while processing
A wide range of options exist for processing Tepex® organo sheets, depending on the type of fiber reinforcement, the material thickness, fiber length and complexity or specific requirements of the component. Tailor-made processing methods offer maximum reliability, process efficiency, and energy efficiency in each case.

A comparison of different processing methods for a light metal as well as thermoset- and thermoplastic-based composite materials make it clear that an increasing degree of integration, as allowed by Tepex®, is associated with considerable process simplification. The risk of contamination between individual process steps is correspondingly reduced, especially when post-processing operations such as grinding or polishing are eliminated.
This is important, for example, for elaborately painted housing parts of computers or cell phones. Fewer process steps mean less manufacturing effort for machines and equipment, and also a better energy balance, because repeated cooling and heating can be eliminated.

Operation clean sweep
Microplastics are now detectable in the environment all over the world. It is estimated that there are already more microplastics in the world's oceans than plankton. In the desert, in the Arctic, on Mount Everest, in our farmland and in the air - significant quantities of microplastics have already been found everywhere. Plastic particles have also been found in our food, such as fish, seafood, salt and honey.
Each and every one of us is responsible for this. Much of the microplastics in the environment are produced by tire abrasion and washing clothes made from synthetic fibers.
However, the plastics processing industry is also aware of its responsibility. Plastics Europe - the association of plastics producers, whose more than 100 member companies from 27 member states produce more than 90% of European plastics - has joined Operation CleanSweep (OCS). This is a global campaign to prevent environmental pollution caused by plastic pellets from production.
OCS is a certification that we can obtain in addition to our existing environmental management certificate if we meet the requirements. First we have to officially commit to the program and its requirements. And then the work begins, because we have to critically scrutinize ourselves, check where small-particle plastic (granulate/powder) could potentially end up in the environment in our production process and find mechanisms to prevent this.
Envalior's declared goal is for all sites worldwide to have passed the OCS audits by the end of 2024.

Connect with our Tepex experts
Reach out to us by clicking on below 'Contact Us' button to connect with our Tepex experts for tailored technical guidance, sales quotes and/or assistance.