
Feuchtediffusion
Verstehen Sie die Feuchteigenschaften von Werkstoffen mit dem fortschrittlichen Diffusions-Tool von Envalior.
Auch wenn wir bestrebt sind, das Materialverhalten so genau und zuverlässig wie möglich vorherzusagen, kann die tatsächliche Leistung abweichen. Zögern Sie nicht, uns für eine Validierung der Ergebnisse zu kontaktieren. Akulon®, Arnite®, Arnitel®, Durethan®, EcoPaXX®, ForTii®, Novamid®, Pocan®, Stanyl®, Tepex® und Xytron™ sind Marken von Envalior. Alle von oder im Auftrag von Envalior in Bezug auf seine Produkte bereitgestellten Informationen, sei es in Form von Daten, Empfehlungen oder anderweitig, basieren auf Forschung und werden nach bestem Wissen für zuverlässig gehalten. Envalior übernimmt jedoch keine Haftung und gibt keinerlei ausdrückliche oder stillschweigende Garantien, einschließlich, aber nicht beschränkt auf, solche hinsichtlich Eigentumsrechts, Marktgängigkeit, Eignung für einen bestimmten Zweck oder Nichtverletzung sowie jegliche Garantie, die sich aus Handelsbrauch, Gepflogenheiten oder Geschäftspraxis ergibt, in Bezug auf die Nutzung, Verarbeitung oder Anwendung der genannten Informationen oder Produkte. Die Verantwortung für die Nutzung aller bereitgestellten Informationen liegt beim Anwender, welcher auch für die Überprüfung der Qualität und anderer Eigenschaften sowie etwaiger Folgen aus der Nutzung dieser Informationen verantwortlich ist. Die angegebenen typischen Werte dienen lediglich als Richtwerte und sind nicht als verbindliche Spezifikationen zu verstehen. Farbmittel im Produkt oder weitere Additive können erhebliche Abweichungen in den typischen Werten verursachen.
Tool-Information
Dieses Feuchtediffusions-Tool ermöglicht die Simulation der Beanspruchung eines Polyamidbauteils unter einer Vielzahl von nichtzyklischen oder zyklischen Bedingungen, die für spezifische Anwendungsfälle relevant sind. Das abschließende Anwendungsbeispiel zeigt, dass das Tool insofern einzigartig ist, als sich damit komplexe Szenarien nachbilden lassen.Anwendungsbedingungen, die die Feuchteaufnahme und damit die Leistung des Polymerbauteils beeinflussen.
Ein weiteres Alleinstellungsmerkmal des Modells ist, dass die Wasserdiffusion nicht-Fick'sch beschrieben wird, wobei der Plastifizierungseffekt von Wasser in diesen Polyamidwerkstoffen berücksichtigt wird. Dieser zeigt sich beispielsweise in erheblichen Unterschieden zwischen den Zeiten für Wasseraufnahme und -abgabe.
Die Feuchteaufnahme beeinflusst die Leistungsfähigkeit eines Werkstoffs. Dieses Tool berechnet, wie schnell Feuchtigkeit als Funktion von Zeit und Ort durch unsere Grades diffundiert, sowohl für ‚as molded‘- als auch ‚vollständig angelassene‘ Proben. Das Tool kann ebenfalls zyklische Bedingungen simulieren. Lesen Sie unser Whitepaper mit weiteren Informationen zu diesem Tool hier.
Polyamide sind hygroskopisch und die Feuchteaufnahme beeinflusst die Eigenschaften von Polyamiden. Dieses Tool prognostiziert die Menge der Feuchteaufnahme oder -abgabe sowie die dafür relevanten Zeitspannen. Der Benutzer kann zwei Berechnungsarten auswählen: einen 'Basis'-Modus zur Berechnung einer einmaligen Zustandsänderung oder einen erweiterten Modus, der zyklische Bedingungen berücksichtigt.
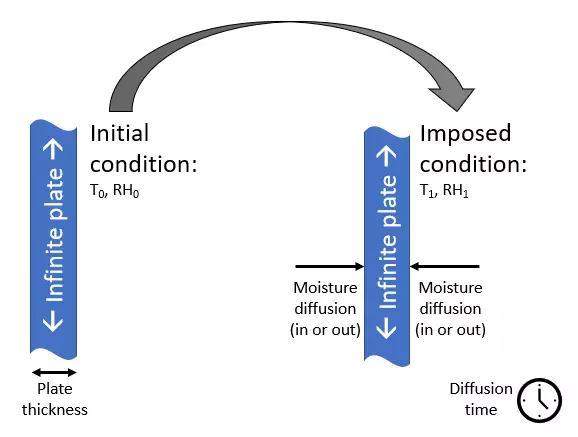
‚Stufenänderung‘:
Die Probe wird unter einer Anfangsbedingung (Temperatur T_0, relative Luftfeuchtigkeit RH_0) in Gleichgewicht gebracht und bei Zeit=0 einer vorgegebenen Bedingung (Temperatur T_1, relative Luftfeuchtigkeit RH_1) für eine bestimmte Zeitdauer ausgesetzt. Der zeitliche Verlauf des Wassergehalts sowie die entsprechenden Wasser-Konzentrationsprofile über die Dicke der Probe werden prognostiziert. Auf diese Weise können sowohl Wasseraufnahme als auch Austrocknungs-Effekte simuliert werden.
Benutzereingabe:
- Typenauswahl
- Plattendicke (Höhe und Tiefe werden als unendlich angenommen)
- Anfangstemperatur und relative Luftfeuchtigkeit der Platte
- Auferlegte Temperatur und relative Luftfeuchtigkeit, denen die Platte ausgesetzt wird
- Maximale Zeit (hohe Werte erfordern eine längere Rechenzeit)
Tool-Ausgabe:
- Ein Diagramm zeigt das Eindringen der Feuchte in Abhängigkeit von der exakten Position innerhalb der Platte zu drei Zeitpunkten
- Ein Diagramm zeigt die mittlere Feuchtekonzentration über die Position als Funktion der Zeit
‚Zyklus‘
Auch hier wird die Probe unter einer Anfangsbedingung (Temperatur T_0, relative Luftfeuchtigkeit RH_0) in Gleichgewicht gebracht und bei Zeit=0 einer Abfolge definierter Randbedingungen, jeweils mit einer Temperatur und relativen Luftfeuchtigkeit über eine bestimmte Zeitdauer, ausgesetzt. Die Kombination dieser Bedingungen kann anschließend wiederholt werden (Anzahl Zyklen). Der zeitliche Verlauf des Wassergehaltes sowie die entsprechenden Wasser-Konzentrationsprofile über die Dicke der Probe werden prognostiziert. Auf diese Weise können sowohl Wasseraufnahme als auch Austrocknungseffekte simuliert werden.
Benutzereingabe:
- Typenauswahl
- Plattendicke (Höhe und Tiefe werden als unendlich angenommen)
- Anfangstemperatur und relative Luftfeuchtigkeit der Platte
- Auferlegte Temperaturen, relative Luftfeuchtigkeiten und Zeitdauern, denen die Platte ausgesetzt wird (Bedingungen 1, 2, usw.)
- Anzahl der Zyklen (auf 50 begrenzt, um einen Timeout der Weboberfläche zu vermeiden)
Tool-Ausgabe:
- Ein Diagramm zeigt das Eindringen der Feuchte in Abhängigkeit von der exakten Position innerhalb der Platte für drei Zyklen
- Ein Diagramm zeigt die mittlere Feuchtekonzentration über die Position als Funktion der Zeit
Platten mit variierenden Dicken zwischen 1-10 mm wurden formgepresst und anschließend bei erhöhter Temperatur (auf halbem Weg zwischen der Glasübergangstemperatur Tg und der Schmelztemperatur Tm, wo die Kristallisationsgeschwindigkeit maximal ist) angelassen. Diese Wärmebehandlung wurde 16 Stunden lang durchgeführt, was vermutlich eine erhebliche Kristallinität repräsentiert (obwohl bekannt ist, dass durch weitere Wärmebehandlung höhere Kristallinitätsgrade erreicht werden können). Zur Vermeidung einer möglichen Oxidation der Proben wurde eine Stickstoffatmosphäre verwendet.
Die Parametrisierung der verschiedenen kommerziellen Polyamid-Typen basiert auf umfangreichen Wasseraufnahme- und Abgabemessungen im Temperaturbereich von 23 - 120°C. Der Großteil der Platten wurde in ein Wasserbad gegeben, einige wurden in einer Klimakammer konditioniert. Das Wiegen der Platten zeigt, wie viel Feuchtigkeit im Zeitverlauf aufgenommen wurde. Bei trockenen Bedingungen wurde die Desorption auf dieselbe Weise untersucht.
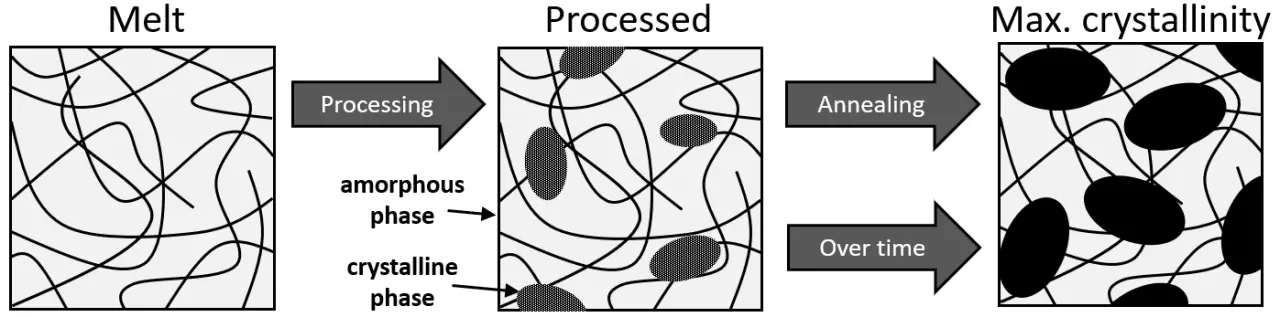
Kristallinität
Teilkristalline Kunststoffe bestehen typischerweise sowohl aus einer amorphen Phase, in der die Polymerketten ungeordnet vorliegen, als auch aus einer kristallinen (geordneten) Phase. Nur die amorphe Phase kann Feuchtigkeit aufnehmen. Der Kristallinitätsgrad ist jedochkeinfester Werkstoffparameter, sondern hängt von den Verarbeitungsbedingungen und der Alterung ab. Nach dem Spritz- oder Blasformen und Abkühlen („dry as molded“) hat der Kunststoff seine maximale Kristallinität noch nicht erreicht. Für bestimmte Anwendungen bietet ein Zustand unterhalb dieses Maximums Vorteile, in anderen Fällen ist der vollständig kristalline Zustand gewünscht. Dry-as-molded-Proben können mehr Feuchtigkeit aufnehmen als angelassene (oder gealterte) Materialien. Über die Lebensdauer eines Bauteils nimmt die Kristallinität in der Regel zu (und die Feuchtigkeitsaufnahme ab), dieser Vorgang kann jedoch durch „Annealing“ (Wärmebehandlung für kurze Zeit) beschleunigt werden.
Da die Kristallinität unter anderem von den Verarbeitungsparametern, Umweltbedingungen und dem Alter abhängt, ist es unmöglich, einen einzigen Wert als absolute Wahrheit für unsere Materialien anzugeben. Unser Tool liefert daher sowohl eine Prognose für den Feuchtigkeitsgehalt von dry-as-molded-Proben als auch eine Prognose für angelassene (unter den angegebenen Bedingungen) Proben. Sofern keine extreme Wärmebehandlung erfolgt, wird der Feuchtigkeitsgehalt eines Bauteils mit hoher Wahrscheinlichkeit zwischen diesen beiden Prognosen liegen.
In Datenblättern werden in der Regel die Werte für „dry as molded“ angegeben. Für PA6, PA66 und PPA kann der Gleichgewichts-Feuchtigkeitsgehalt im „annealed“-Zustand 10–20 % niedriger sein, für PA46 sogar um den Faktor 2 geringer als für dry-as-molded-Proben.
Das Tool basiert auf einem fortschrittlichen physikalischen Modell, das sowohl die Wasserlöslichkeit als auch die Diffusivität berücksichtigt. Das Modell verwendet einen Solver zur Auswertung der 1D-Diffusionsgleichung in Raum und Zeit.
- Chemische Veränderungen, die potenziell durch das Vorhandensein von Feuchtigkeit, Alterung, Nachkristallisation oder Hydrolyse auftreten könnten, werdennichtbei der Modellierung berücksichtigt. Der Einfluss des Kristallinitätsgrades des Werkstoffs wird dargestellt, indem sowohl eine ‚dry-as-molded‘- als auch eine ‚annealed‘-Prognose ausgewiesen wird (siehe auch Registerkarte ‚Crystallinity‘ für weitere Informationen).
- Die Rechenzeit hängt von der Benutzereingabe ab; falls der Vorgang zu lange dauert, empfiehlt es sich, zunächst eine kürzere Diffusionszeit auszuwählen.
- Das Modell basiert auf einer Platte mit einer Dicke, die im Verhältnis zu Breite und Höhe deutlich geringer ist. Zur Berücksichtigung anderer Probendimensionen wie beispielsweise Zugstäbe wird eine Korrektur auf das Modell angewendet. Obwohl Zugstäbe laut Norm eine Standarddicke besitzen, ermöglichen wir es dem Nutzer, von diesem Wert abzuweichen und eine individuelle Dicke im Eingabefeld anzugeben. Die Standarddicke fürISO 527 1Abeträgt 4,0 mm (0,157 in), fürISO 527 1BA2,0 mm (0,079 in), fürASTM D638 Type 13,2 mm (0,126 in) und fürISO 8256 Type 3jeweils 2,0 mm (0,079 in), 3,0 mm (0,118 in) oder 4,0 mm (0,157 in).
- Die Genauigkeit der ermittelten Koeffizienten liegt im Bereich von maximal 5 % bis 10 % (5 % für die Diffusionskoeffizienten und 10 % für die Aktivierungsenergien). Bei ‚as molded‘-Proben kann die Prognose aufgrund größerer Schwankungen der Kristallinität abhängig von den Verarbeitungsbedingungen geringfügig weniger präzise sein. Diese ‚ingenieurmäßige Genauigkeit‘ wird im Diagramm für jede Linie durch einen halbtransparenten Vertrauensbereich angezeigt.

„Hallo Envalior,
Das Spritzgießen Ihres Akulon® K122 lief reibungslos. Die Bauteile mit einer Wandstärke von 5 mm (0,2 in) lagen jedoch nun seit einem halben Jahr bei 20°C (68°F)/50 % in unserem Lager und haben Feuchtigkeit aufgenommen.
Wie lange würde es dauern, diese bei 110°C (230°F) auf einen maximalen Feuchtigkeitsgehalt von 0,1 Gew.-% im Kern zu trocknen? Vielen Dank im Voraus.
Mit freundlichen Grüßen, Rick“
Die erforderliche Trocknungszeit kann mit dem Moisture Diffusion Tool abgeschätzt werden, muss jedoch in zwei aufeinanderfolgenden Schritten erfolgen: (1) Berechnung der aufgenommenen Feuchtigkeitsmenge nach einem halben Jahr unter den angegebenen Bedingungen und (2) Rücktrocknung aus diesen Bedingungen bei erhöhter Temperatur. Das Tool ist in der Lage, einige einfache Geometrien zu verarbeiten, in diesem Fall entspricht die 'unendliche Platte' am ehesten dem Kundenteil.
Der erste Schritt ist die Absorption. Nach Auswahl von 'Akulon® K122' aus der Dropdown-Liste sind folgende Eingabedaten erforderlich:
- Probengenometrie = Unendliche Platte (das Tool ist in der Lage, einige einfache Geometrien zu verarbeiten; in diesem Fall entspricht die 'unendliche Platte' am besten dem Kundenteil)
- Platten-/Probendicke = 5 mm (0,2 in)
- Anfangstemperatur = 20°C (68°F)
- Anfangsfeuchtigkeit = 0 % (nach dem Spritzgießen enthält ein Formteil keine Feuchtigkeit, dies wird als 'dry-as-molded' bezeichnet)
- Vorgegebene Temperatur = 20°C (68°F)
- Vorgegebene Luftfeuchtigkeit = 50 %
- Maximale Diffusionszeit = 4380 Std. (ein halbes Jahr entspricht 182,5 Tagen x 24 Stunden)
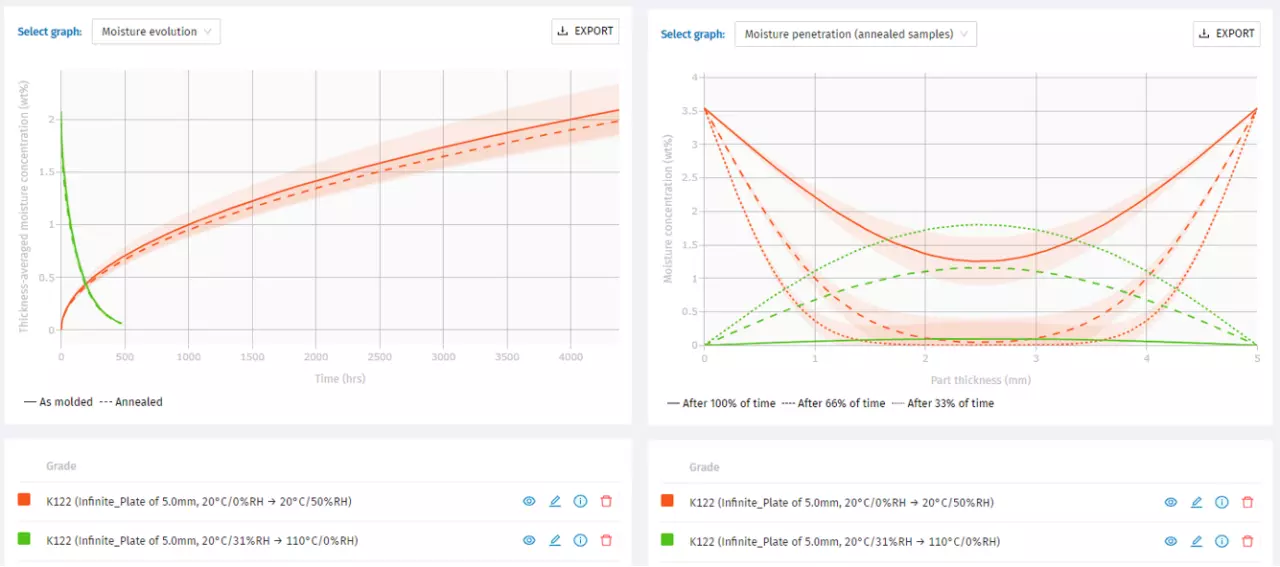
Das Tool stellt zwei Diagramme zur Darstellung der Berechnungsergebnisse bereit; in diesem Beispiel sind beide relevant:
- ‚Moisture evolution‘: Der Feuchtigkeitsgehalt gemittelt über die Plattendicke. Dieses Diagramm zeigt, dass der anfängliche Feuchtigkeitsgehalt direkt nach dem Spritzgießen null ist und im Laufe der Zeit ansteigt. Innerhalb des Zeitraums eines halben Jahres ist das Gleichgewicht noch nicht erreicht; der durchschnittliche Feuchtigkeitsgehalt beträgt 2 Gew.-%. In diesem Fall ist der Unterschied zwischen 'dry-as-molded'- und angelagerten (wärmebehandelten oder gealterten) Proben sehr gering.
- ‚Moisture penetration‘: Ein detaillierteres Diagramm zeigt das Feuchtigkeitsprofil über die Dicke der Platte zu drei Zeitpunkten. Es ist erkennbar, dass an der Außenseite der Platte die Feuchtigkeitskonzentration ihr Maximum erreicht (3,5 Gew.-% unter den gewählten Bedingungen). Die Feuchtigkeit diffundiert von beiden Seiten zum Zentrum und erreicht im Kern einen Wert von ca. 1,3 Gew.-%.
Der zweite Schritt ist das Trocknen. Im Allgemeinen wird davon abgeraten, das Material über einen längeren Zeitraum bei einer derart hohen Temperatur zu halten, da es zu einer Degradation kommen kann. Besser ist es, bei ca. 80°C (176°F), vorzugsweise unter Stickstoff, zu trocknen.
Wählen Sie dieselbe Type im Dropdown-Menü in der linken Eingabespalte aus und tragen Sie alle Eingaben ein. Alternativ kann das Symbol „Berechnung bearbeiten“ in der Legende der vorherigen Berechnung ausgewählt werden; alle Felder sind vorausgefüllt und nach Änderungen wählen wir „Neue Berechnung hinzufügen“ (Hinweis: „Berechnung aktualisieren“ würde die vorherige überschreiben). Eine kleine Vereinfachung ist erforderlich, nämlich die Annahme eines flachen Feuchtigkeitsprofils innerhalb der Platte zu Beginn des Trocknungsprozesses. Da wir keine 'moisture concentration' eingeben können, müssen wir eine Anpassung vornehmen.den Eingabewert „Anfangsfeuchte“ so einstellen, dass wir die gleiche Feuchtekonzentration wie am Ende des Absorptionsschritts erhalten (Hinweis: Auch zum Anpassen eines Eingabewerts ist es am einfachsten, die Schaltflächen „Berechnung bearbeiten“ und „Berechnung aktualisieren“ zu verwenden). Die Eingaben sind:
- Probengeometrie = Unendliche Platte
- Platten-/Probenstärke = 5 mm (0,2 in)
- Anfangstemperatur = 20°C (68°F)
- Anfangsfeuchte = 31 % (angepasst, um die 2 Gew.-% Feuchtekonzentration zu erreichen)
- Aufgebrachte Temperatur = 110°C (230°F)
- Aufgebrachte Feuchte = 0 %
- Maximale Diffusionszeit = 300 Std. (beginnend mit einer Schätzung, dieser Wert kann anschließend angepasst werden)
Das Diagramm, das das Feuchteprofil zeigt, muss ausgewertet werden, um den Zeitpunkt zu bestimmen, an dem die Konzentration im Zentrum (dem Kern der Platte) 0,1 Gew.-% erreicht hat. Natürlich ist die Feuchtekonzentration an den Außenseiten der Platte niedriger. Wir stellen fest, dass die Trocknungszeit zur Einhaltung der Vorgabe etwa 475 Stunden beträgt. Das Diagramm „Moisture Evolution“ zeigt, dass, wenn der Kern eine Feuchtekonzentration von 0,1 Gew.-% erreicht, die durchschnittliche Feuchtekonzentration 0,06 Gew.-% beträgt. In der Praxis wäre das Feuchteprofil zu Beginn des Trocknungsvorgangs nicht flach, sodass die tatsächliche Trocknungszeit etwas kürzer ist.
„Hallo Envalior,
Wir planen, Ihr Stanyl® TW241F6 in unserer Anwendung einzusetzen, die eine durchschnittliche Wandstärke von 3,2 mm (0,13 in) aufweist.
Können Sie uns hinsichtlich der Konditionierungszeit und der endgültigen Feuchtekonzentration beraten, wenn wir das Bauteil entweder bei 23°C (73°F)/50% r.F. konditionieren oder eine beschleunigte Konditionierung bei 70°C (158°F)/62% r.F. durchführen? Vielen Dank für Ihre Unterstützung.
Viele Grüße, Christine“
Diese Frage kann durch eine einfache Berechnung der Feuchteaufnahme beantwortet werden, wobei angenommen wird, dass das Bauteil durch eine Plattengeometrie angenähert werden kann. Beginnen Sie, indem Sie die gewünschte Type aus dem Dropdown-Menü auswählen (oder die Type durch Eingabe des Namens suchen) und die erforderlichen Eingabewerte bereitstellen:
- Probengeometrie = Unendliche Platte
- Platten-/Probendicke = 3,2 mm (0,13 in)
- Ausgangstemperatur = 23°C (73°F)
- Anfangsfeuchte = 0% (nach dem Spritzgießen enthält das Bauteil keine Feuchtigkeit, dies wird als ‚dry-as-molded‘ bezeichnet)
- Aufgeprägte Temperatur = 23°C (73°F)
- Aufgeprägte Feuchte = 50%
- Maximale Diffusionszeit = 100 h (starten Sie mit einer kurzen Zeit, um die Berechnung zu beschleunigen)
Das Feuchteaufnahme-Diagramm zeigt, dass 100 Stunden nicht ausreichen, um im Bauteil das Gleichgewicht zu erreichen. Klicken Sie auf das Symbol „Berechnung bearbeiten“ in der Legende, um die maximale Diffusionszeit auf 9.000 Stunden zu erhöhen, und berechnen Sie anschließend erneut mit „Berechnung aktualisieren“.
- Das Diagramm zeigt zwei Linien: Die durchgezogene steht für ‚dry-as-molded‘-Proben, und die gestrichelte ‚annealed‘-Linie steht für Proben mit höherem Kristallinitätsgrad. Eine höhere Kristallinität kann durch Wärme-/Feuchtebehandlung erreicht werden (weitere Informationen finden Sie im Tab ‚Messungen‘), tritt jedoch auch natürlich mit dem Alterungsvorgang des Bauteils auf. Bei Stanyl® (PA46) ist dieser Effekt im Vergleich zu anderen Polyamiden stärker ausgeprägt. In der Praxis wird der Zustand des Bauteils vermutlich zwischen diesen beiden Modellvorhersagen liegen.
- Nach 9.000 Stunden ist das Feuchteaufnahme-Diagramm der ‚as-molded‘-Probe nahezu abgeflacht, was bedeutet, dass das Gleichgewicht erreicht ist (bei getemperten Proben ist dies bereits nach 4.000 Stunden der Fall).
- Theoretisch könnte die Feuchtekonzentration irgendwo zwischen den beiden Linien liegen. Da jedoch keine extremen Bedingungen angewendet wurden, dürfte das Bauteil nahe an der ‚as-molded‘-Linie mit 2,6 Gew.-% Feuchte liegen.

Um ein Diagramm für die beschleunigte Konditionierung bei 70°C (158°F)/62% r.F. hinzuzufügen, kann das gleiche Vorgehen angewendet werden: Entweder wählen Sie dieselbe Type aus und füllen die notwendigen Felder aus, oder Sie starten von der vorherigen Berechnung mit dem Button „Berechnung bearbeiten“ (alle Eingaben sind bereits vorausgefüllt) und klicken auf „Neue Berechnung hinzufügen“.
- Probengeometrie = Unendliche Platte
- Platten-/Probendicke = 3,2 mm (0,13 in)
- Ausgangstemperatur = 23°C (73°F)
- Anfangsfeuchte = 0% (nach dem Spritzgießen enthält das Bauteil keine Feuchtigkeit, dies wird als ‚dry-as-molded‘ bezeichnet)
- Aufgeprägte Temperatur = 70°C (158°F)
- Aufgeprägte Feuchte = 62%
- Maximale Diffusionszeit = 9.000 h
Das Feuchteaufnahme-Diagramm zeigt, dass bei dieser Methode die Gleichgewichtsbedingung deutlich schneller erreicht wird; bereits nach 2.000 Stunden bei dry-as-molded-Proben. Die Gleichgewichts-Feuchtekonzentration ist in diesem Fall geringfügig höher, etwa bei 3,0 Gew.-%. Da die Konditionierungstemperatur und Feuchte im Vergleich zur Standardmethode von 23°C (73°F)/50% r.F. erhöht wurden, ...Bei H könnte die Kristallinität etwas höher sein (wodurch der Feuchtigkeitsgehalt leicht reduziert wird). Obwohl der Feuchtigkeitsgehalt nicht zwingend bei beiden Konditionierungsmethoden identisch ist, führen beide zu vergleichbaren mechanischen Eigenschaften.
„Hallo Envalior,
Wir haben eine Automobilanwendung eines Polymerbauteils, das unter der Motorhaube nahe dem Verbrennungsmotor verbaut ist. Das Teil ist 1 mm dick und besteht aus ForTii® Ace MX53B Material (PPA-Material mit 50 Gew.-% Glasfaser) und ist anfänglich trocken. Wie hoch ist der stationäre Feuchtegehalt des Polymerbauteils, damit wir die mechanischen Eigenschaften abschätzen können?
Mit freundlichen Grüßen, Rick“
Eine mögliche Lösung für die Fragestellung besteht darin, den folgenden Fall zu definieren und den durchschnittlichen stationären Feuchtegehalt innerhalb des Bauteils zu berechnen. Der Fall stellt eine Situation dar, bei der das Auto an einem Tag (24 Stunden) von 9 bis 10 Uhr fährt und den Rest des Tages auf dem Parkplatz steht. Während der Fahrbedingungen ist das Polymerteil einer Temperatur von 100 °C und 0 % r.F. ausgesetzt, während der Parkbedingungen einer Temperatur von 23 °C und 100 % r.F. Diese täglichen Bedingungen werden in einem wiederholten, zyklischen Tagesregime über 50 Tage (1200 Stunden) angewendet. Falls längere Zeiträume betrachtet werden sollen, kontaktieren Sie bitte unsere Experten für eine Offline-Berechnung (aufgrund von Zeitbeschränkungen der Weboberfläche).
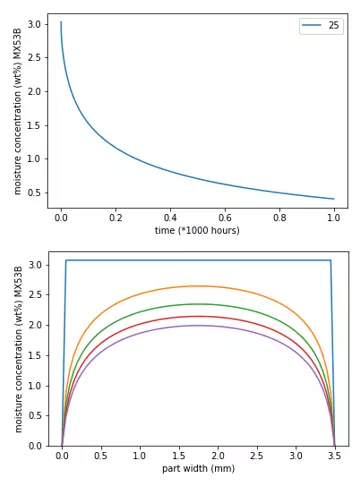
In Abbildung 1a ist das Wasserkonzentrationsprofil über die Dicke des Bauteils am Ende jedes Tages (Zyklus) für bestimmte Tage dargestellt. Nach dem ersten Tag enthalten die beiden äußeren Schichten des Polymerbauteils bereits Feuchtigkeit, während der innere Bereich der Probe noch trocken ist. Mit zunehmender Anzahl von Tagen verändert sich die Situation in den äußeren Schichten kaum. Im inneren Bereich jedoch ist zu beobachten, dass der Feuchtegehalt über die Anzahl der Zyklen allmählich ansteigt und nach 50 Tagen einen nahezu konstanten Wert erreicht hat.
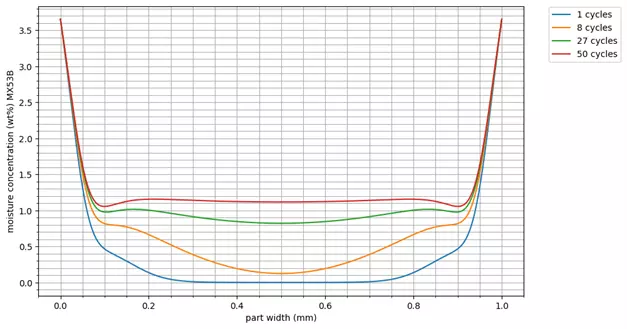
Abbildung 1: a) Feuchteprofil über die Dicke und b) Entwicklung des Gesamtfeuchtegehalts eines ForTii® Ace MX53B (glasfaserverstärktes PPA) Bauteils nach 1, 8, 27 und 50 Tagen Exposition gegenüber zyklischen Bedingungen. Ein Zyklus entspricht einem Tag. Die zyklischen Bedingungen sind im Text spezifiziert.
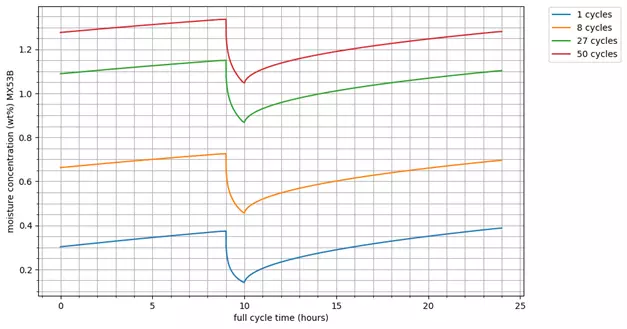
Abbildung 1: b) zeigt den durchschnittlichen Gesamtfeuchtegehalt des Bauteils im täglichen Verlauf für verschiedene Tage. Die Trocknung der äußeren Schichten erfolgt täglich während der Fahrphase.Dabei wird sowohl der Einfluss verschiedener Bedingungen als auch die Wasseraufnahme unter Parkbedingungen untersucht. Dieser Tagesrhythmus des Wasseraustauschs bleibt über den gesamten Zeitraum von 50 Tagen erhalten. Auffällig ist, dass der Gesamtwassergehalt mit zunehmender Anzahl an Tagen steigt und sich über lange Zeiträume hinweg kaum noch verändert.
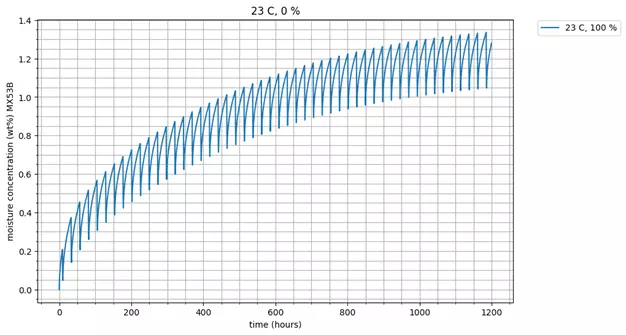
Dieser Gesamtwassergehalt im Polymerbereich wird in Abhängigkeit von der Zeit in Abbildung 2 dargestellt. Der Tagesrhythmus ist erkennbar, ebenso wie das Abflachen des Wassergehalts nach etwa 100 Tagen auf einen Endwert im Bereich von 1,0–1,3 Gew.-%. Es ist zu beachten, dass dieser Endwert nicht einem der Gleichgewichtswerte entspricht, die Park- oder Fahrbedingungen zugeordnet werden können, sondern dass er zwischen diesen beiden Gleichgewichtswerten liegt. Dieser Endwert und seine Verteilung über die Wanddicke sind relevant, da sie die mechanischen Eigenschaften des Bauteils beeinflussen.

Bitte nutzen Sie das Hotjar-Feedback-Formular unten rechts auf der Moisture Diffusion Tool-Seite, um Ihre Kommentare, Fragen und Ihr Feedback einzureichen. Die am häufigsten gestellten Fragen werden in diesem Abschnitt beantwortet.
Warum kann ich alle Envalior-Typen nicht auswählen?
Wir erweitern dieses Tool derzeit auf weitere Typen, jedoch hängt dies von der Verfügbarkeit experimenteller Daten sowie der Nachfrage nach dem jeweiligen Typ ab. Teilen Sie uns mit, welche Typen Sie benötigen, indem Sie das Feedback-Formular unten rechts auf der Seite ausfüllen!
Warum ist es mir nicht erlaubt, die Daten aus dem Diagramm zu exportieren?
Jeder kann die Download-Funktion nach dem Login nutzen; einfach kostenlos registrieren und sofort mit dem Download beginnen.