Werkzeuginformationen
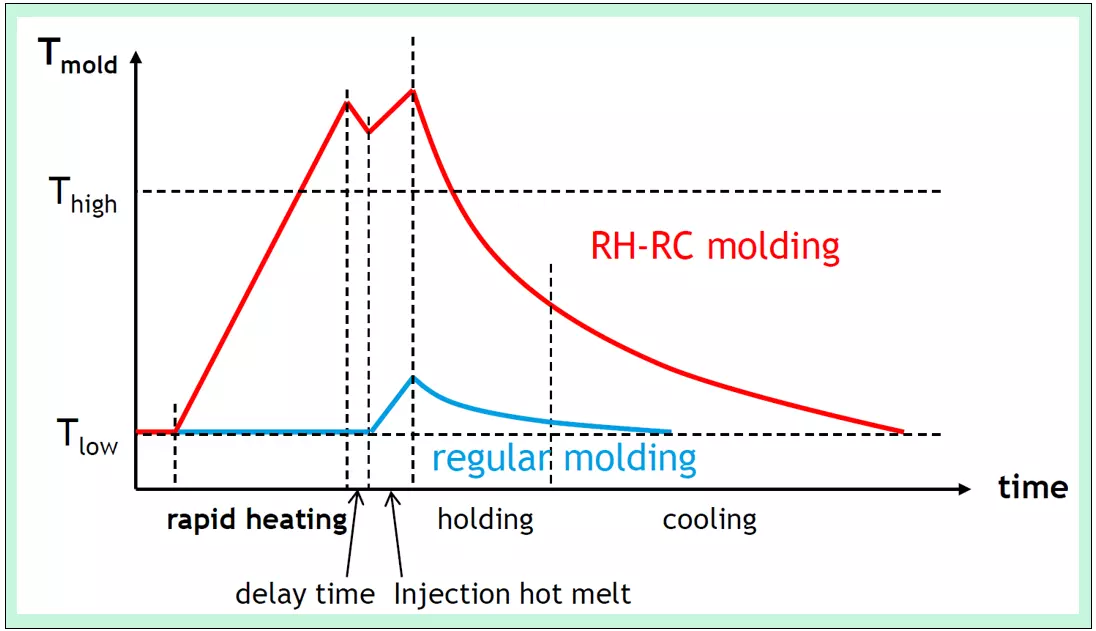
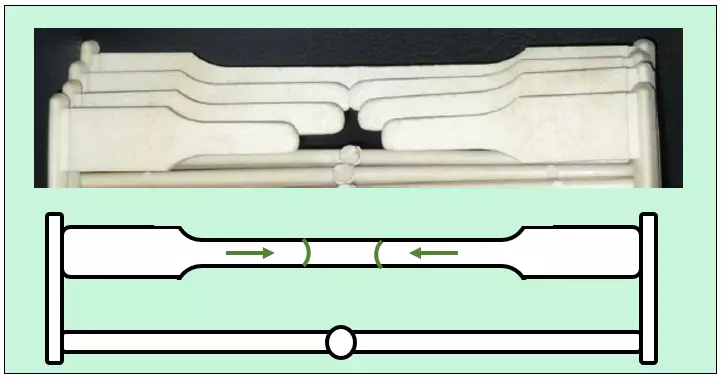
Dieses Werkzeug bietet Hintergrundinformationen, Tipps und Hinweise zur Vermeidung von Problemen mit Bindenähten sowie eine grobe Abschätzung der Festigkeit an der Position der Bindenähte (bei einem 'head-on' Schmelzefluss wie in der Abbildung dargestellt). Das Toolquantifiziert nicht die Festigkeit von Bindenähten mit (teilweise) parallelem Schmelzefluss.
Benutzereingaben:
- Werkstoffauswahl
- Relative Luftfeuchtigkeit der Anwendung
Werkzeugausgaben:
- Festigkeit des ursprünglichen Werkstoffs ohne Bindenähte bei der ausgewählten relativen Luftfeuchtigkeit
- Grobe Schätzung der Festigkeit an der Bindenaht bei der ausgewählten relativen Luftfeuchtigkeit für eine 'head-on' Fließfront (Worst-Case) sowie ansonsten perfekten Prozessbedingungen (Best-Case)
- Empfehlung für das Spritzgießen des ausgewählten Werkstoffs
- Hintergrundinformationen zu Konstruktions- und Verarbeitungs-lösungen

Modellerstellung
- Das Modell basiert auf über 500 physikalischen Versuchen mit spritzgegossenen Zugstab-Proben bei Raumtemperatur, sowohl trocken als auch konditioniert.
Genauigkeit
- Die Festigkeit der Bindenähte ist schwer zu quantifizieren, da sie nicht nur von den Materialeigenschaften abhängt, sondern auch von Geometrie und Verarbeitungsbedingungen. Zum Beispiel spielen Schmelzedruck, Schmelze-/Werkzeugtemperatur, Einspritzgeschwindigkeit, Entlüftung und mögliche Kontaminationen eine entscheidende Rolle.
- Dieses Werkzeug bietet lediglich eine grobe Orientierung der Bindenähtefestigkeit, wie wir sie in unserem Labor mit unseren Prüfgeräten gemessen haben. Bei anderer Prüfgeräteausstattung oder abweichenden Prozessparametern kann das Ergebnis variieren (insbesondere bei einer abweichenden Geometrie von der Zugstab-Probe).
- Im Mittel beträgt die von uns in den Experimenten gemessene Standardabweichung (1 Sigma) etwa 20 %, kann aber bei bestimmten Typen auch größer sein. Diese 'Ingenieursgenauigkeit' wird in der Tabelle dieses Werkzeugs angegeben.
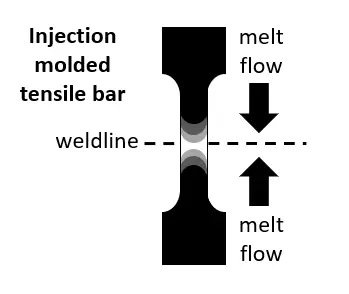
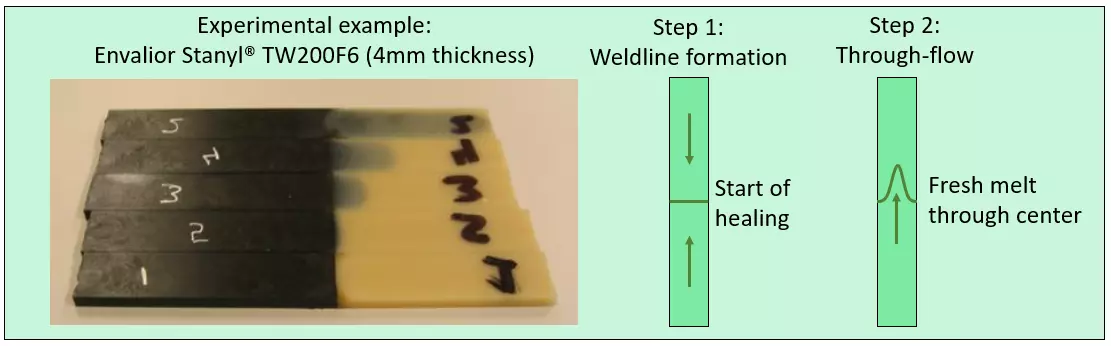
- Alle Prüfungen werden gemäß der ISO 527 1A-Norm für Probekörper (siehe Abbildung) mit einer Nennprobekörperdicke von 4,0 mm (0,16 in), hergestellt im Spritzgießverfahren, durchgeführt.
- Im Gegensatz zur herkömmlichen Herstellung von Zugstäben durch einseitiges Spritzgießen wurden diese Stäbe beidseitig umspritzt, um eine Bindenähte in der Mitte des Stabes zu erzeugen.
- Bei Compounds mit Füllstoffen wie Glasfasern ist bekannt, dass sich die Fasern bevorzugt entlang der Längsachse des Zugstabes orientieren, was einen erheblichen Einfluss auf die Steifigkeit und Festigkeit im Spannungs-Dehnungs-Verhalten hat. Die eigentliche Bindenähte enthält jedoch typischerweise keine Fasern.
- Konditionierte Proben wurden gemäß ISO 1110 („beschleunigte Konditionierung“) unter N2-Atmosphäre konditioniert und anschließend vor der Prüfung bei 50 % relativer Luftfeuchte äquilibriert.
- Anschließend wurden die Zugstäbe sowohl bei 23°C (73°F) unter trockenen Bedingungen als auch bei 23°C (73°F) und 50 % relativer Luftfeuchte auf ihr Spannungs-Dehnungs-Verhalten geprüft. Alle diese Zugprüfungen wurden auf geeigneten Standprüfmaschinen namhafter Hersteller durchgeführt. Typischerweise wurde eine Vorlast von 10 N angelegt, eine Prüfgeschwindigkeit von 1 mm/min (0,04 in/min) zur Bestimmung des Moduls bis 0,25 % Dehnung und anschließend eine Prüfgeschwindigkeit von 5 mm/min (0,2 in/min) bis zum Bruch des Probekörpers.


Bitte nutzen Sie das Hotjar-Feedback-Formular unten rechts auf der Weldline-Tool-Seite, um Ihre Anmerkungen, Fragen und Ihr Feedback einzureichen. Die am häufigsten gestellten Fragen werden in diesem Abschnitt beantwortet.
Warum kann ich alle Envalior Typen nicht auswählen?
Wir erweitern dieses Tool derzeit auf weitere Typen, dies hängt jedoch von der Verfügbarkeit experimenteller Daten sowie der Nachfrage nach dem jeweiligen Typ ab. Teilen Sie uns mit, welche Typen Sie benötigen, indem Sie das Feedback-Formular unten rechts auf der Seite ausfüllen!
Warum ist es mir nicht erlaubt, die Daten aus der Grafik zu exportieren?
Alle Nutzer können nach dem Login die Download-Funktion nutzen; registrieren Sie sich einfach (kostenlos) und beginnen Sie sofort mit dem Herunterladen.
Werkzeugfüllsimulation
Entlüftungsposition
Anzahl der Anschnitte
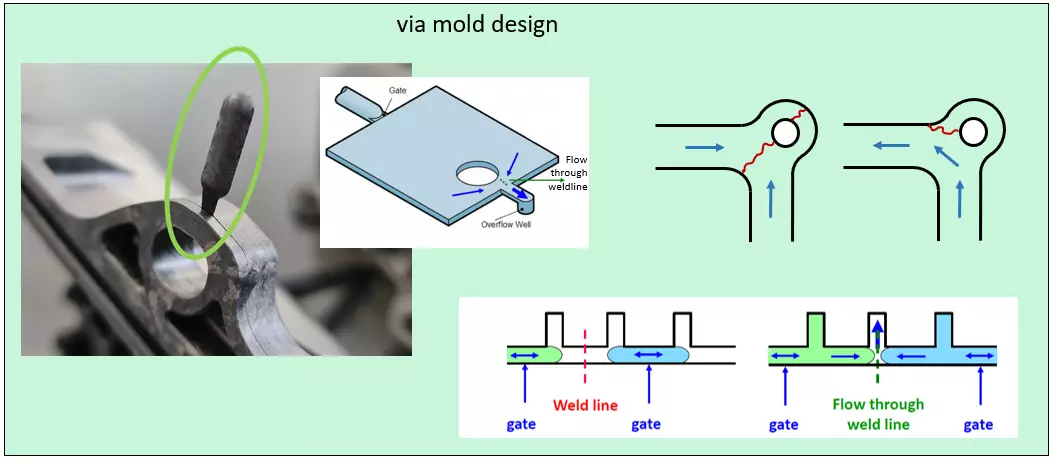
Durchfließen

Druckregelung
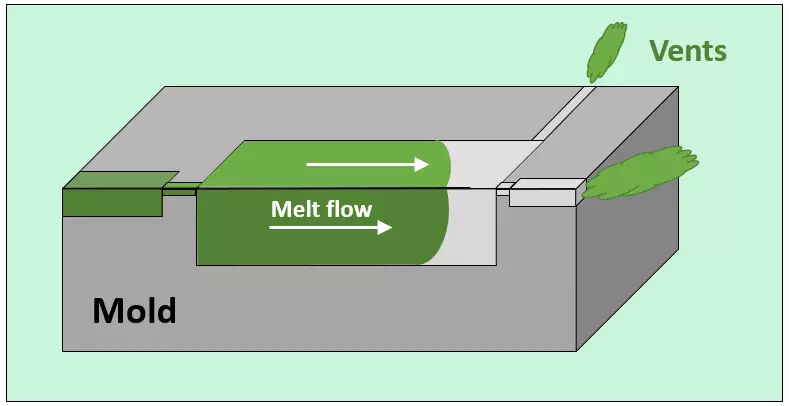
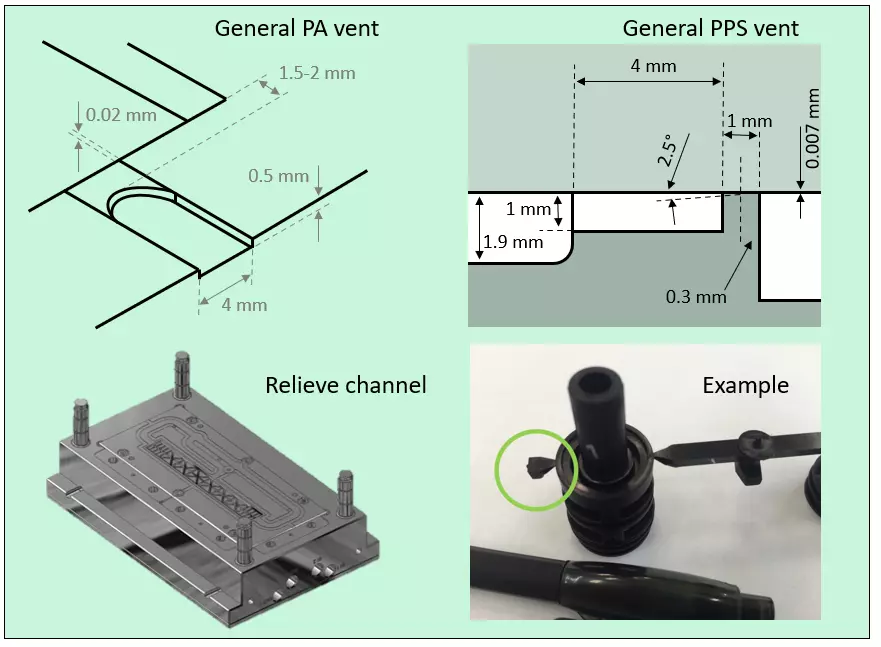
Entlüftung
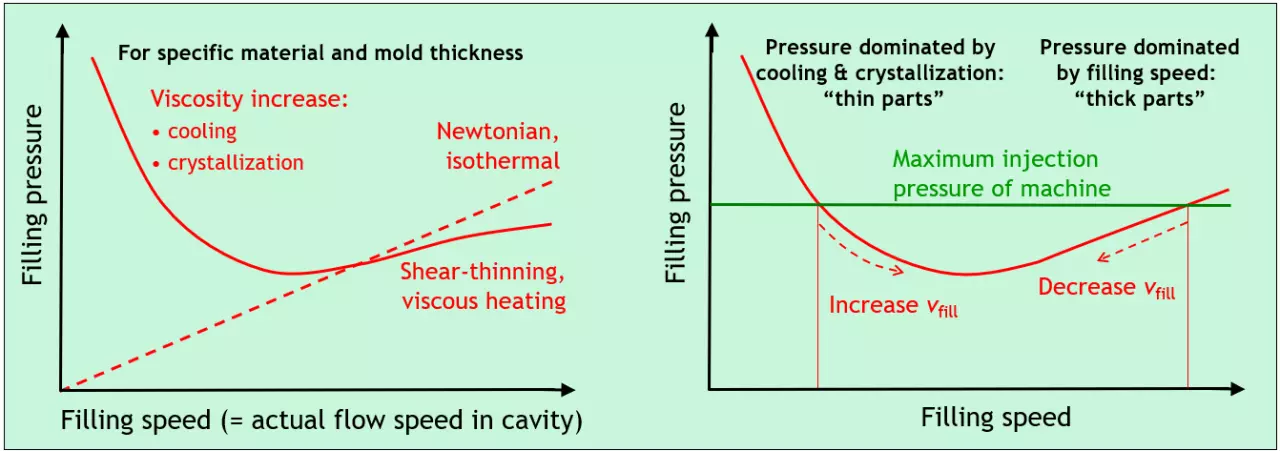
Füllgeschwindigkeit
Fließbild