Sicken, Rippen und Verstärkungsrippen
Durch das Anbringen von Sicken, Rippen oder Verstärkungsrippen an der funktionsbestimmten Geometrie eines Bauteils kann dessen strukturelle Leistungsfähigkeit verbessert werden
Sicken, Rippen und Verstärkungsrippen
Funktion
Wenn die Tragfähigkeit oder die Steifigkeit eines Kunststoffbauteils erhöht werden muss, ist es erforderlich, entweder die Querschnittseigenschaften zu verbessern oder das Material zu wechseln. Manchmal reicht es bereits aus, die Materialklasse zu verändern, zum Beispiel durch einen höheren Glasfasergehalt. Falls dies nicht ausreicht oder aus anderen Gründen nicht gewünscht ist, ist die Erhöhung der Querschnittseigenschaften häufig die geeignete Lösung.
In vielen Fällen ist der einfachste Weg zur Verbesserung der Querschnittseigenschaften die Erhöhung der Wanddicke des Bauteils. Wie hier erläutert, stößt dies jedoch an gewisse Grenzen. Zusätzliche Verstärkung kann erreicht werden, indem Sicken hinzugefügt oder Rippen senkrecht zur Bauteilwand angeordnet werden. Das Hinzufügen von Sicken hat typischerweise einen geringeren Einfluss auf das Bauteilgewicht und die Abkühlzeit, während Rippen ein größeres Steifigkeitspotenzial bieten. Darüber hinaus ermöglichen Rippen eine glatte Gegenfläche beziehungsweise Dichtfläche, was sowohl aus ästhetischen als auch aus funktionalen Gründen vorteilhaft sein kann.
Sicken
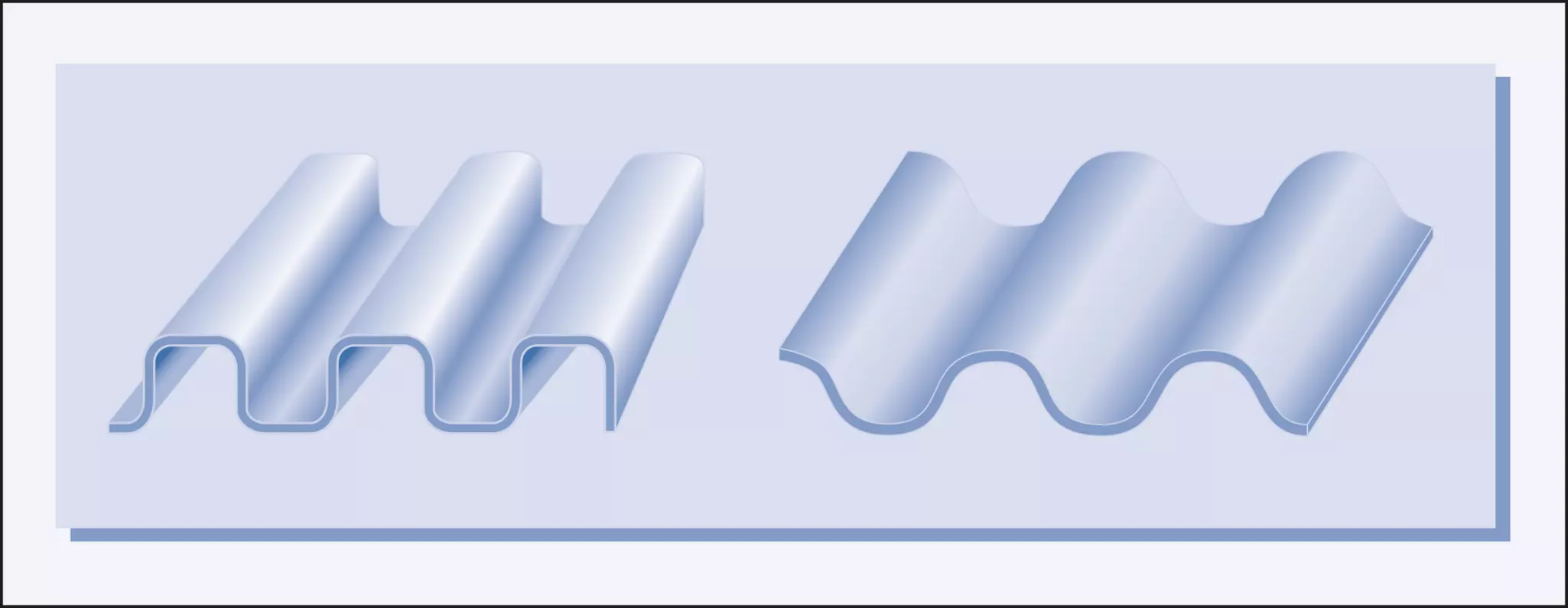
Das Hinzufügen von Sicken zur Konstruktion kann flache Oberflächen in Sickenrichtung versteifen (siehe Abbildung 1). Sie sind sehr effizient und erfordern keine großen zusätzlichen Mengen an Material und verlängern die Abkühlzeit nur geringfügig. Die zusätzliche Steifigkeit resultiert aus der Erhöhung des mittleren Materialabstands zur Neutralachse des Bauteils, also der Erhöhung des Flächenträgheitsmoments zweiter Ordnung.
Rippendimensionierung
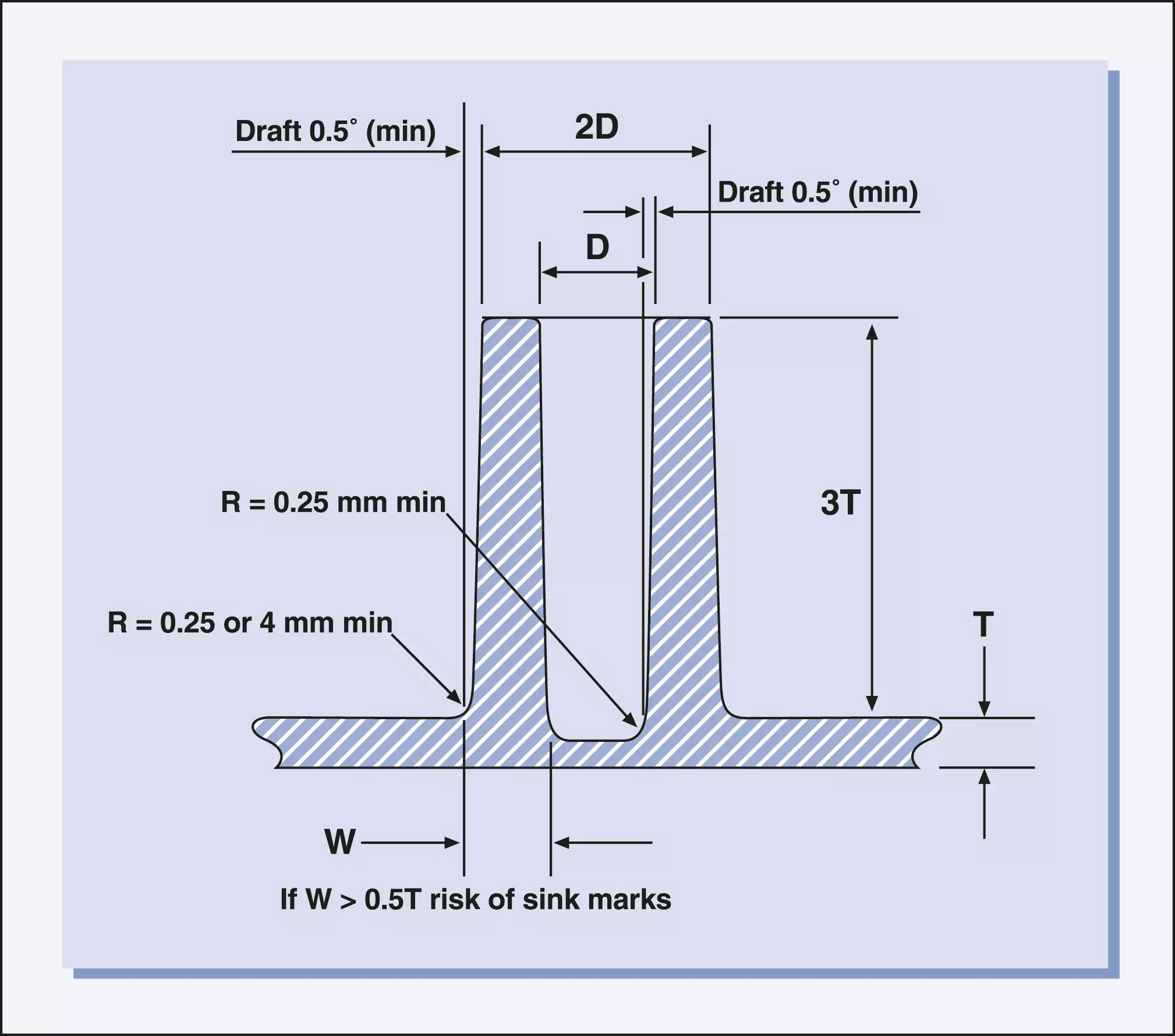
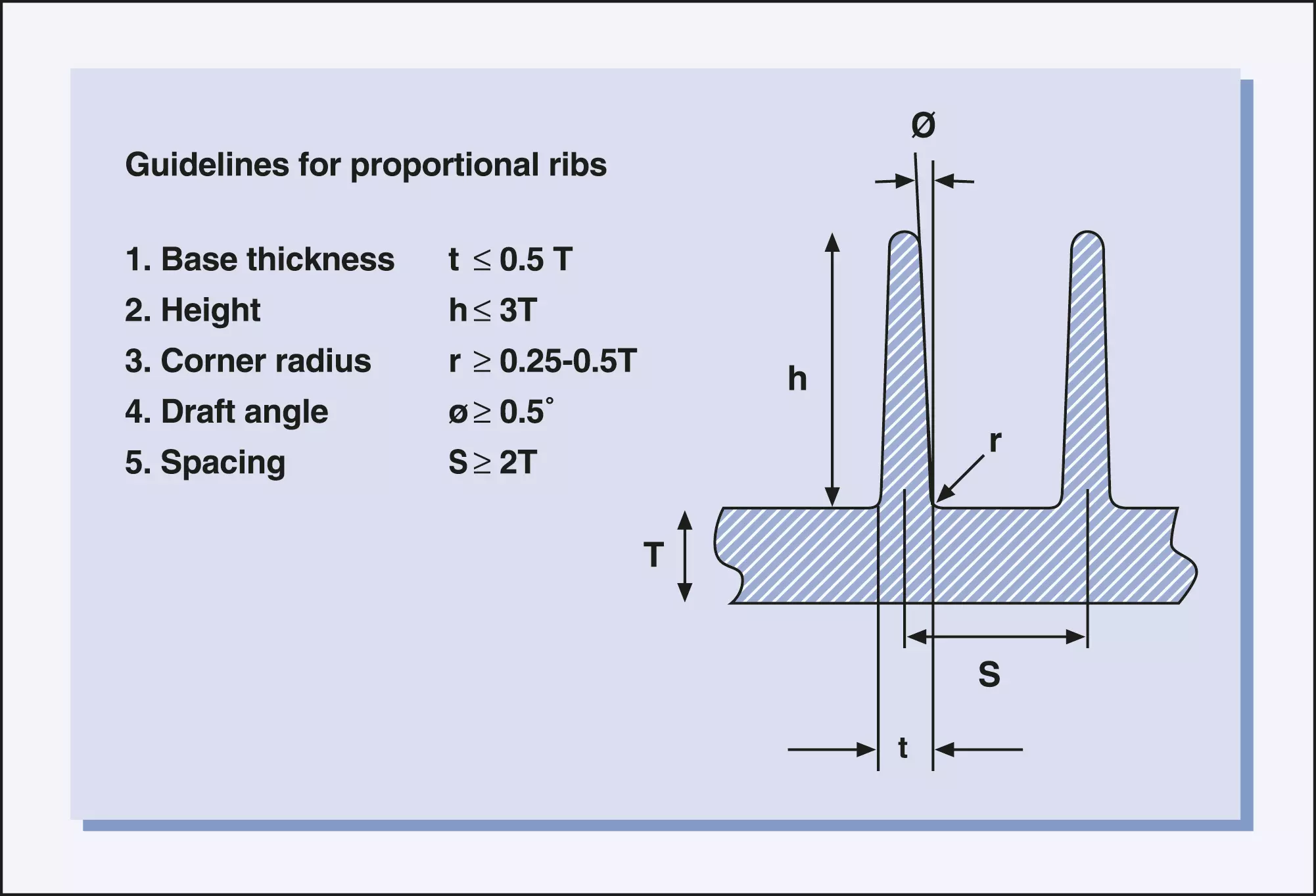
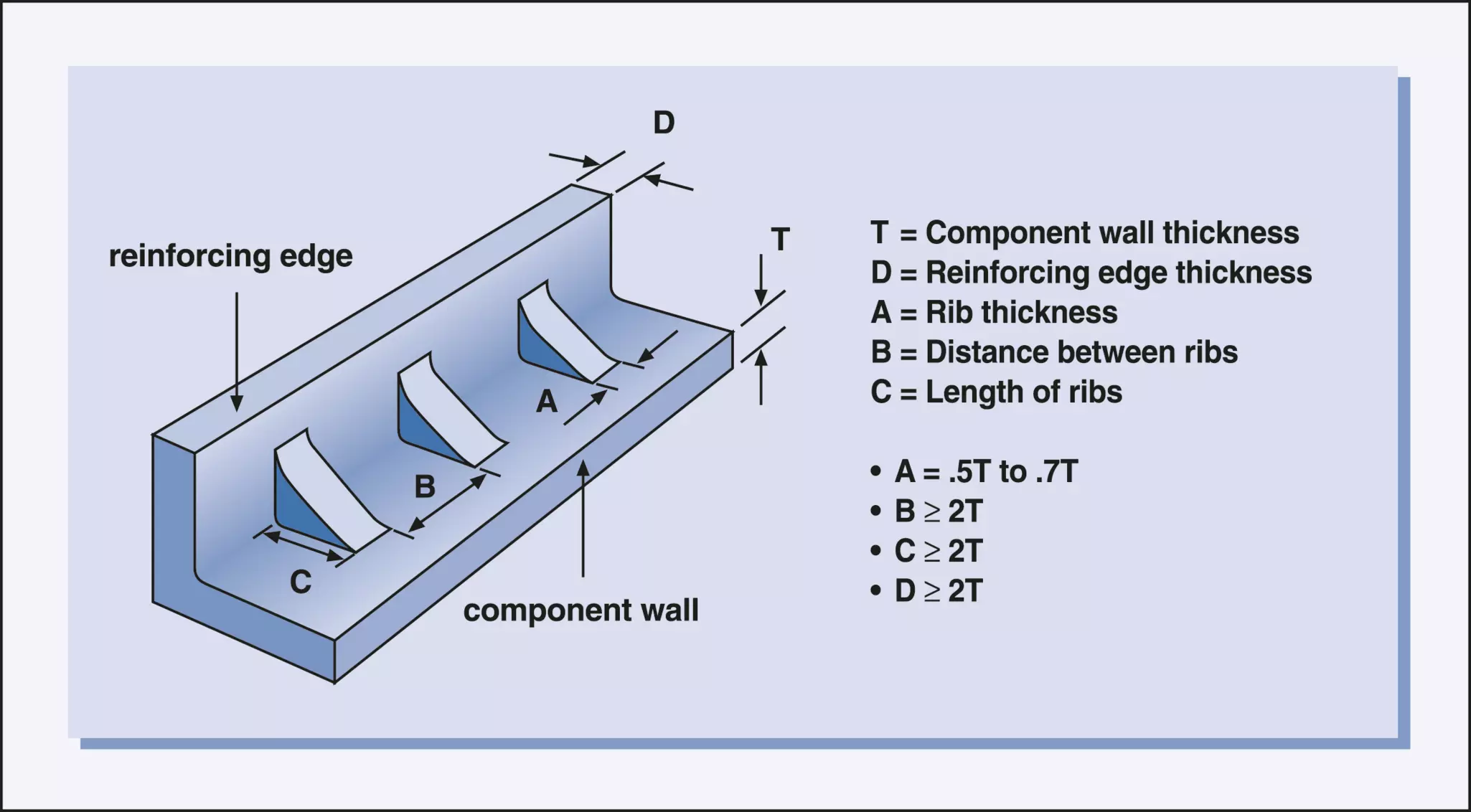
Beim Hinzufügen von Rippen sollten die folgenden Richtlinien für die Dimensionierung beachtet werden (siehe Abbildung 2):
- Die Rippenbreite sollte etwa 50 bis 60 % der allgemeinen Wandstärke des Bauteils betragen. ExWenn dieser Wert überschritten wird, können auf der der Rippe gegenüberliegenden Oberfläche Einfallstellen entstehen. Zudem kann dies den Materialfluss während des Spritzgießens negativ beeinflussen, was möglicherweise zu Bindenähten und Lunkern führt.
- Die Rippenhöhe sollte das Dreifache der allgemeinen Wanddicke nicht überschreiten, da tiefe Rippen schwierig zu füllen sind und sich während des Auswerfens im Werkzeug festsetzen können.
- An den Seitenflächen der Rippen sollte ein Entformungsschrägewinkel von 1 – 1,5 Grad vorgesehen werden. Das bedeutet, dass die Rippen leicht konisch sind und zur Oberseite hin etwas schmaler werden. Dies erleichtert das Entformen des Bauteils aus dem Werkzeug. Bei niedrigen Rippen und in Ausnahmefällen ist ein kleinerer oder gar kein Schrägewinkel zulässig. Es ist jedoch zu beachten, dass dadurch optische Fehler wie Schleifspuren oder Probleme beim Auswerfen nach dem Spritzgießen entstehen können.
- Am Fuß der Rippe, also an der Übergangsstelle zur Nennwand, sollte ein Radius von 25–50 % der allgemeinen Wanddicke vorgesehen werden. Ein Mindestradius von 0,4 mm wird empfohlen. Dadurch werden mögliche Spannungskonzentrationen reduziert und die Fließ- und Abkühldynamik im Bereich der Rippe verbessert. Bei Überschreiten des 50%-Wertes entsteht eine Materialanhäufung, was das Risiko für eingebettete Eigenspannungen, Lunker oder Einfallstellen erhöht.
- Der Abstand zwischen zwei parallelen Rippen sollte mindestens das Zweifache der allgemeinen Wanddicke betragen. Dies verhindert, dass das Werkzeug eine heiße, fragile Klinge bildet, die ein Kühlproblem darstellen kann.
Rippenanordnung
Bei der Anordnung von Rippen sollten die folgenden Gestaltungsrichtlinien beachtet werden (siehe Abbildung 3):
- Rippen werden vorzugsweise parallel zur Schmelzeflussrichtung ausgelegt, da der Fluss quer zu den Rippen zu verzweigtem Fließverhalten führen kann, wodurch Gaseinschlüsse oder Verzögerungen auftreten. Verzögerungen können interne Spannungen und unvollständige Füllungen (Short Shots) verursachen.
- Parallele Rippen sollten einen Mindestabstand von dem Zweifachen der Nennwanddicke aufweisen; dies hilft, Kühlprobleme und den Einsatz dünner Werkzeugklingen zu vermeiden.
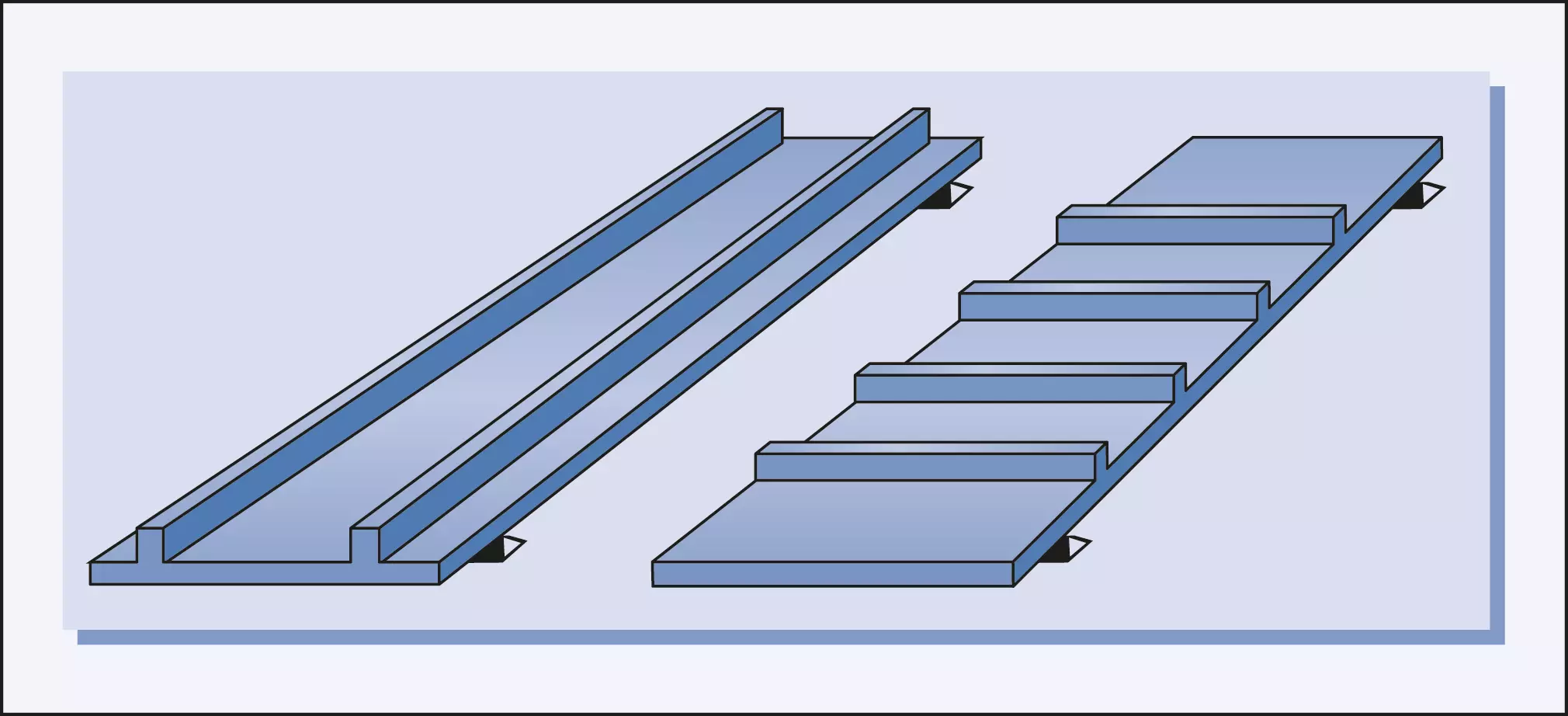
- Rippen sollten entlang der Biegeachse orientiert werden, um die maximale Steifigkeit zu erzielen. Siehe Beispiel in Abbildung 3: Eine lange, dünne Platte ist an den Enden einfach gelagert. Wenn Rippen in Längsrichtung eingefügt werden, wird die Platte signifikant versteift. Werden die Rippen hingegen quer zur Plattenbreite angeordnet, ist die Steigerung der Steifigkeit nur gering.
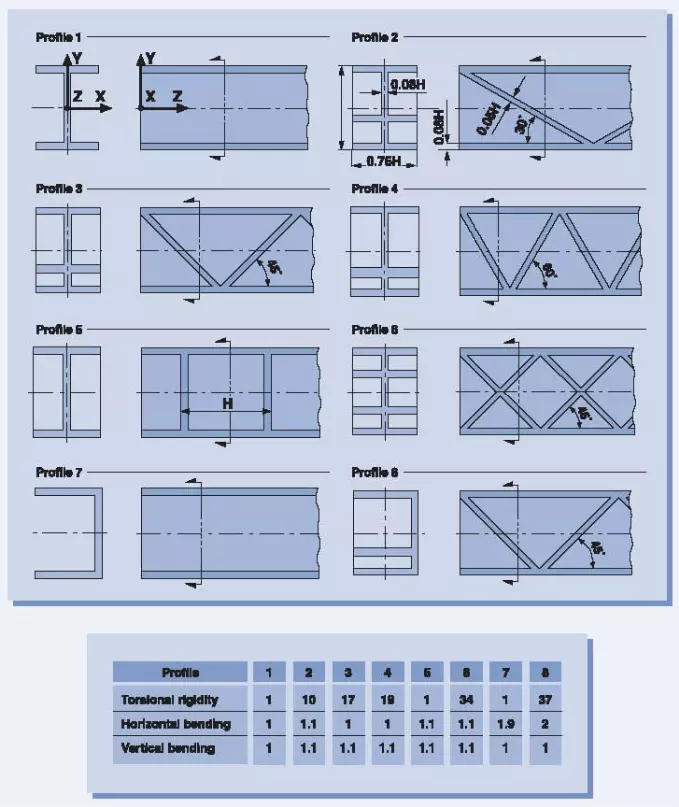
Vergleich von Profilen
Beim Hinzufügen von Rippen an einem Querschnitt oder einem Kastensegment wirken sich deren Platzierung und Orientierung maßgeblich auf die erreichte zusätzliche Steifigkeit aus. Dies wird in Abbildung 4 verdeutlicht.
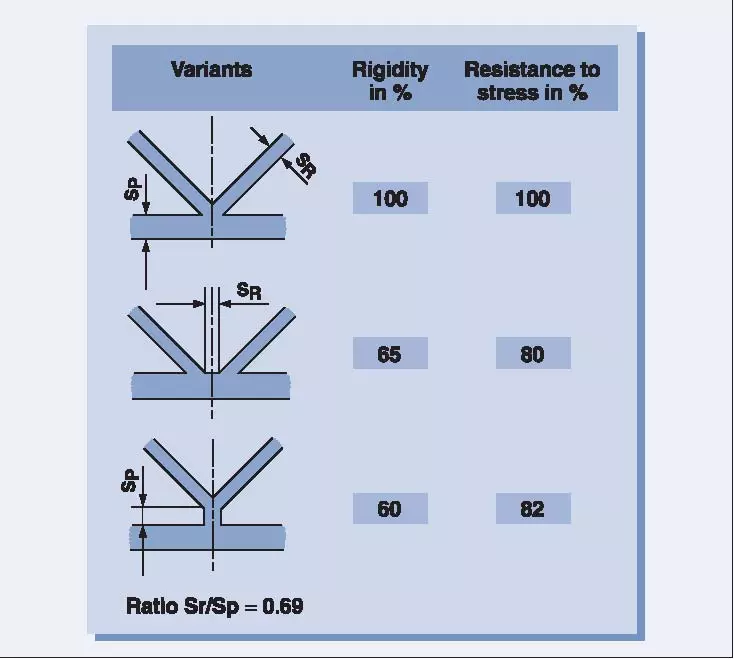
Torsionssteifigkeit und -widerstand
- Werden die schrägen Rippen leicht auseinander bewegt, verringert sich die Steifigkeit um 35 %.
- Wird ein kurzes vertikales Stegdesign hinzugefügt, reduziert sich die Torsionssteifigkeit um weitere 5 % (siehe Abbildung 5).
Verstärkungsrippen
Versteifungsrippen können zur Verstärkung von Ecken, Seitenwänden und Aufnahmen (Bossen) eingesetzt werden. Sie sind als Untergruppe der Rippen anzusehen, sodass die Richtlinien für die Dimensionierung und Platzierung von Rippen auch auf Verstärkungsrippen anwendbar sind (siehe Abbildungen 6 und 7).