

Entformungsschräge
Bauteiloberflächen, die parallel zur Auszugsrichtung des Werkzeugs verlaufen, sollten angeschrägt werden, um das Auswerfen des Bauteils nach dem Spritzgießen zu erleichtern.
Entformungsschräge
Funktion
Da Thermoplaste beim Abkühlen schwinden, liegen sie eng an Kernen oder männlichen Formelementen im Werkzeug an. Das erschwert das Auswerfen und kann zu Schleifspuren am Bauteil führen. Um das Auswerfen zu erleichtern, benötigen Bauteiloberflächen, die parallel zur Auszugsrichtung des Werkzeugs verlaufen, eine Schräge oder Entformungsschräge. Diese Schräge ermöglicht es, dass das Bauteil sich nach dem Öffnen des Werkzeugs durch eine entstehende Freistellung leicht löst. Die erforderliche Schräge hängt von mehreren Faktoren ab:
- Materialschwindung – Manche Werkstoffe schrumpfen stärker als andere. Generell gilt: Je höher die Schwindung, desto größer muss die Entformungsschräge sein, um Auswerfprobleme zu vermeiden.
- Höhe und Form der Wand oder des Merkmals – Eine flache, gerade Rippe mit unzureichender Schräge verursacht weniger Probleme als eine hohe zylindrische Wand.
- Oberflächenstruktur – Eine polierte Oberfläche erfordert eine geringere Entformungsschräge als eine strukturierte Oberfläche.
- Ästhetische Anforderungen – Schleifspuren sind bei einem technischen Bauteil, das in einer Baugruppe "versteckt" ist, oft weniger problematisch, während sie für ein sichtbares Deckbauteil inakzeptabel sein können.
Bemessung der Entformungsschräge
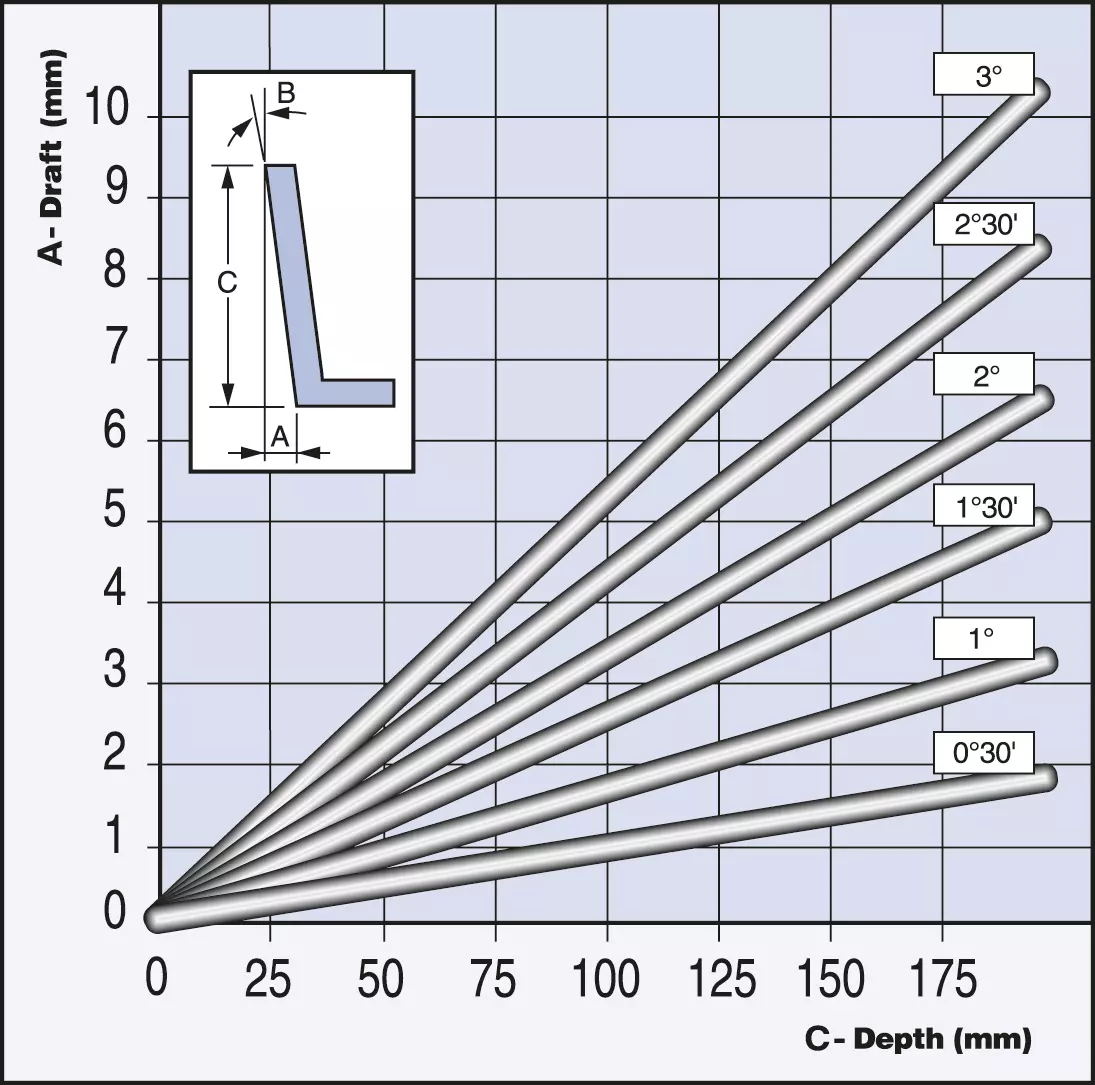
Unter Berücksichtigung der oben genannten Faktoren gilt folgende Richtlinie für die Auslegung der Entformungsschräge (siehe Abbildung 1):
- Typischerweise wird eine Entformungsschräge von ein bis drei Grad empfohlen.
- Für unstrukturierte Oberflächen wird im Allgemeinen eine Mindest-Entformungsschräge von 0,5 Grad pro Seite empfohlen.
- Für strukturierte Seitenwände sollte pro 0,1 mm Strukturtiefe zusätzlich 0,4 Grad Entformungsschräge vorgesehen werden.
Entformungsschräge bei Shut-off-Flächen
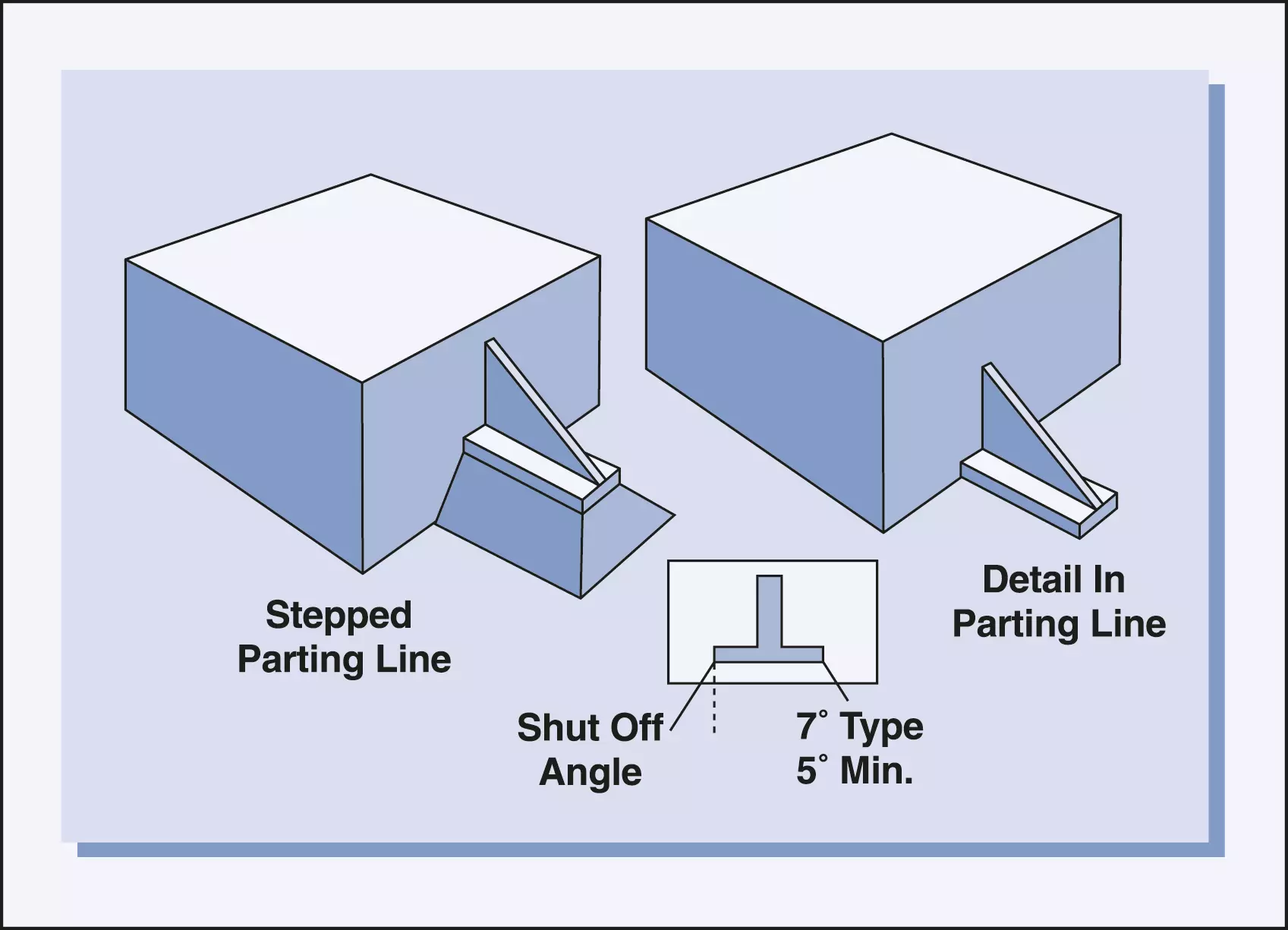
Die einfachste Ausführung des Werkzeugs ist gegeben, wenn die Trennebene der beiden Werkzeughälften eine plane Fläche ist, die senkrecht zur Auszugsrichtung liegt (siehe Abbildung 2). Diese Konstruktion erleichtert zudem, dass die Werkzeughälften beim Schließen keinen Spalt aufweisen. Schließlich wirkt die Schließkraft der Spritzgießmaschine senkrecht zur Trennebene. Allerdings ist dieses Prinzip nicht immer realisierbar.oder sogar vorteilhaft, die Trennebene eben zu halten.
Bei einer derart abgestuften Trennlinie springt die Trennebene von einem Niveau zum anderen. Die Fläche, die benötigt wird, um diese Ebenen zu überbrücken, wird als Shut-Off bezeichnet, da an dieser Stelle die Werkzeughälften gegeneinander abschließen. Der Shut-Off sollte niemals exakt parallel zur Entformungsrichtung verlaufen. Dies führt zu Reibung, was mit der Zeit zu Werkzeugverschleiß führt. Im schlimmsten Fall kann eine Fehljustierung beim Schließen des Werkzeugs zu erheblichen Schäden führen. Stattdessen sollte eine Entformungsschräge vorgesehen werden, um einen ordnungsgemäßen Shut-Off zu gewährleisten.
Bei abgestuften Trennebenen sollte eine Entformungsschräge von mindestens sieben Grad vorgesehen werden. Fünf Grad sind als absolutes Minimum anzusehen.