
Bohrungen
Eine Bohrung in einem Bauteil kann verschiedene Funktionen erfüllen, wie z. B. als Befestigungspunkt zu dienen, Durchgänge für andere Komponenten bereitzustellen oder das Bauteilgewicht zu reduzieren.
Bohrungsform
Die praktischste Bohrungsform ist die runde Bohrung. Der dafür erforderliche Kernstift ist ein gängiges Bauteil, erhältlich in verschiedenen Größen und Werkstoffen. Der Einsatz von Kernstiften bietet zudem Flexibilität, da der Austausch durch einen geringfügig größeren oder kleineren Stift meist nur minimale Werkzeuganpassungen erfordert.
Selbstverständlich müssen Bohrungen nicht immer rund sein und auch nicht zwangsläufig. Abweichende Geometrien können durch den Einsatz von individuellen Kernen realisiert werden.
Bohrungsrichtung
Aus werkzeugtechnischer Sicht ist es am einfachsten, eine Bohrung mit einer Mittellinie parallel zur Entformungsrichtung des Werkzeugs zu erzeugen. Die einfache Konstruktion eines statischen Kerns macht diesen robust, wartungsarm und vergleichsweise kostengünstig.
Bohrungen mit einer Achse, die nicht parallel zur Öffnungsrichtung des Werkzeugs verläuft, werden meist mit einziehbaren Kernen oder zerlegbaren Werkzeugen hergestellt. Kernstifte sollten poliert und mit Entformungsschrägen versehen sein, um eine problemlose Auswerfung zu gewährleisten. In manchen Fällen können einziehbare Kerne vermieden werden: Ermöglicht das Bauteildesign eine starke Wandkonizität, kann eine Bohrung senkrecht zur Entformungsrichtung durch den Hauptkern abgebildet werden.
Bohrungstiefe
Eine Bohrung kann entweder als Durchgangsbohrung (engl. „thru-hole“) oder Sackloch ausgeführt sein. Eine Durchgangsbohrung verläuft vollständig durch die Wand des Bauteils, es existieren folglich Öffnungen auf beiden Seiten. Ein Sackloch hingegen weist eine definierte Tiefe auf und durchdringt das Werkstück nicht vollständig.
Ob eine Bohrung vollständig durchgehend ist oder nicht, ist aus fertigungstechnischer Sicht entscheidend. Ist sie es, kann der Kern an beiden Enden abgestützt werden. Je länger und/oder dünner ein Kern ist, desto bedeutender ist dies. Ein beidseitig abgestützter Kern ist während des Spritzgießens weniger anfällig für Biegung oder gar Bruch.
Wenn während des Spritzgießens Schmelze um einen Kernstift strömt, entsteht auf der dem Eintritt gegenüberliegenden Seite eine Bindennaht. Wenn Bindenähte aus Festigkeits- oder optischen Gründen nicht zulässig sind, können Bohrungen teilkernt werden, um das nachträgliche Bohren als separate Arbeitsoperation zu ermöglichen.
Bemaßung von Bohrungen
Wie oben erwähnt, sind die Länge des Kernstifts – und damit die Tiefe der Bohrung – durch die Fähigkeit des Kernstifts begrenzt, der beim Einspritzen auftretenden Biegebeanspruchung der Schmelze standzuhalten. Durchgangsbohrungen können länger ausgeführt werden als Sacklöcher, da der Kern an beiden Enden der Werkzeugkavität abgestützt werden kann. Im Folgenden einige allgemeine Richtlinien zur Bohrungsbemaßung:
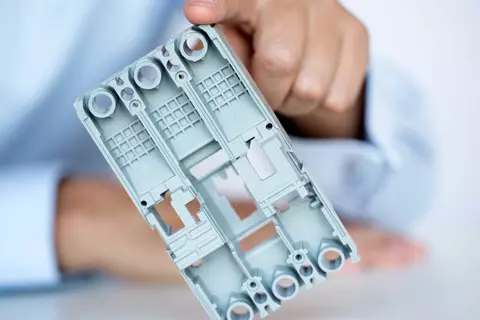
- Die Tiefe eines Sacklochs sollte das dreifache des Bohrungsdurchmessers nicht überschreiten (siehe Abbildung 1).
- Bei kleinen Bohrungen mit Durchmessern < 5 mm beträgt das Verhältnis Tiefe zu Durchmesser 2.
Empfehlungen zur Gestaltung von Sacklöchern
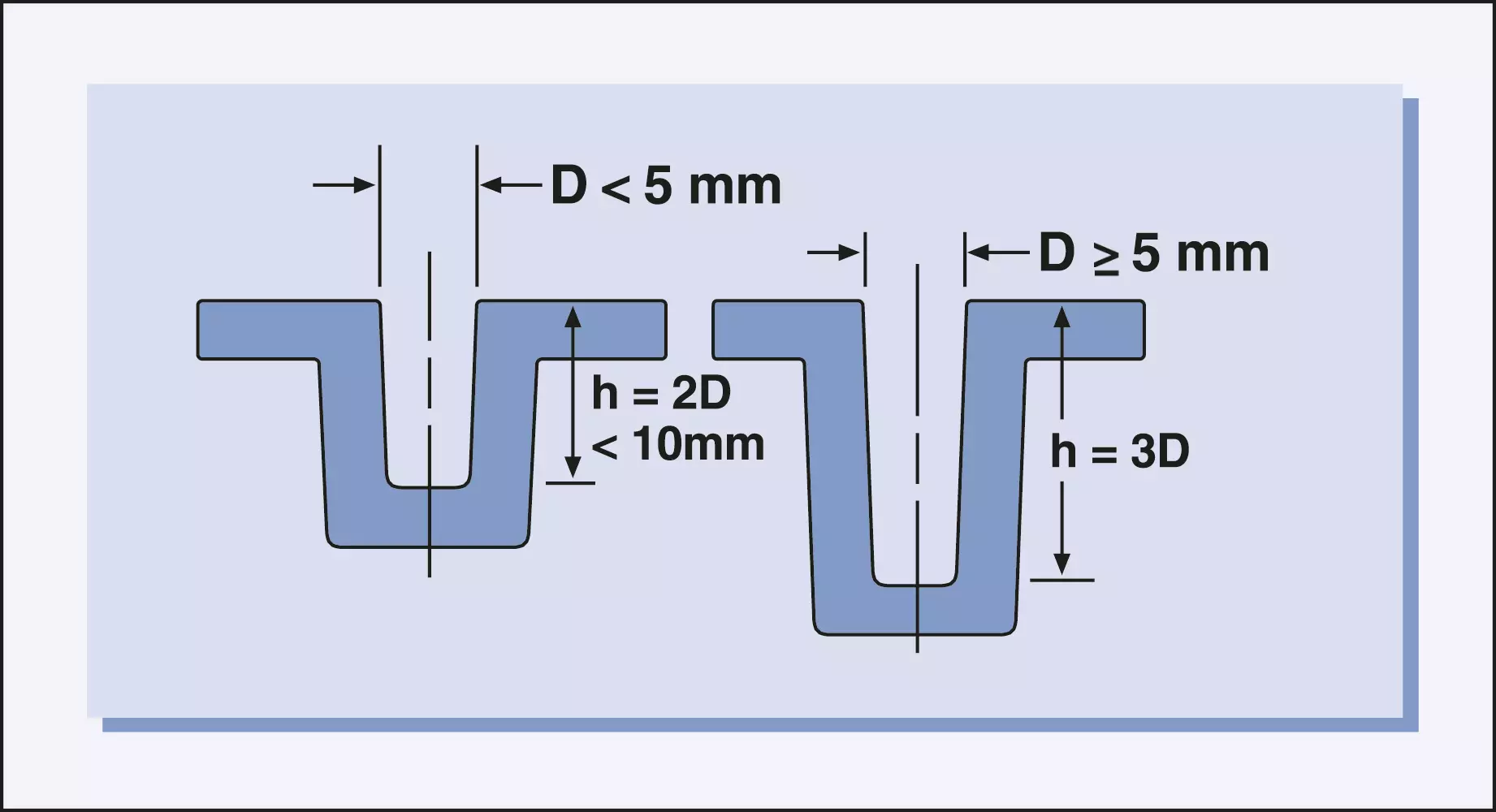
Bei Sacklöchern sollte die Bodenstärke größer als 20 % des Lochdurchmessers sein, um Oberflächenfehler auf der gegenüberliegenden Seite zu vermeiden. Je gleichmäßiger die Wandstärke bleibt, desto besser (siehe Abbildung 2).
Durchgehende Kerne
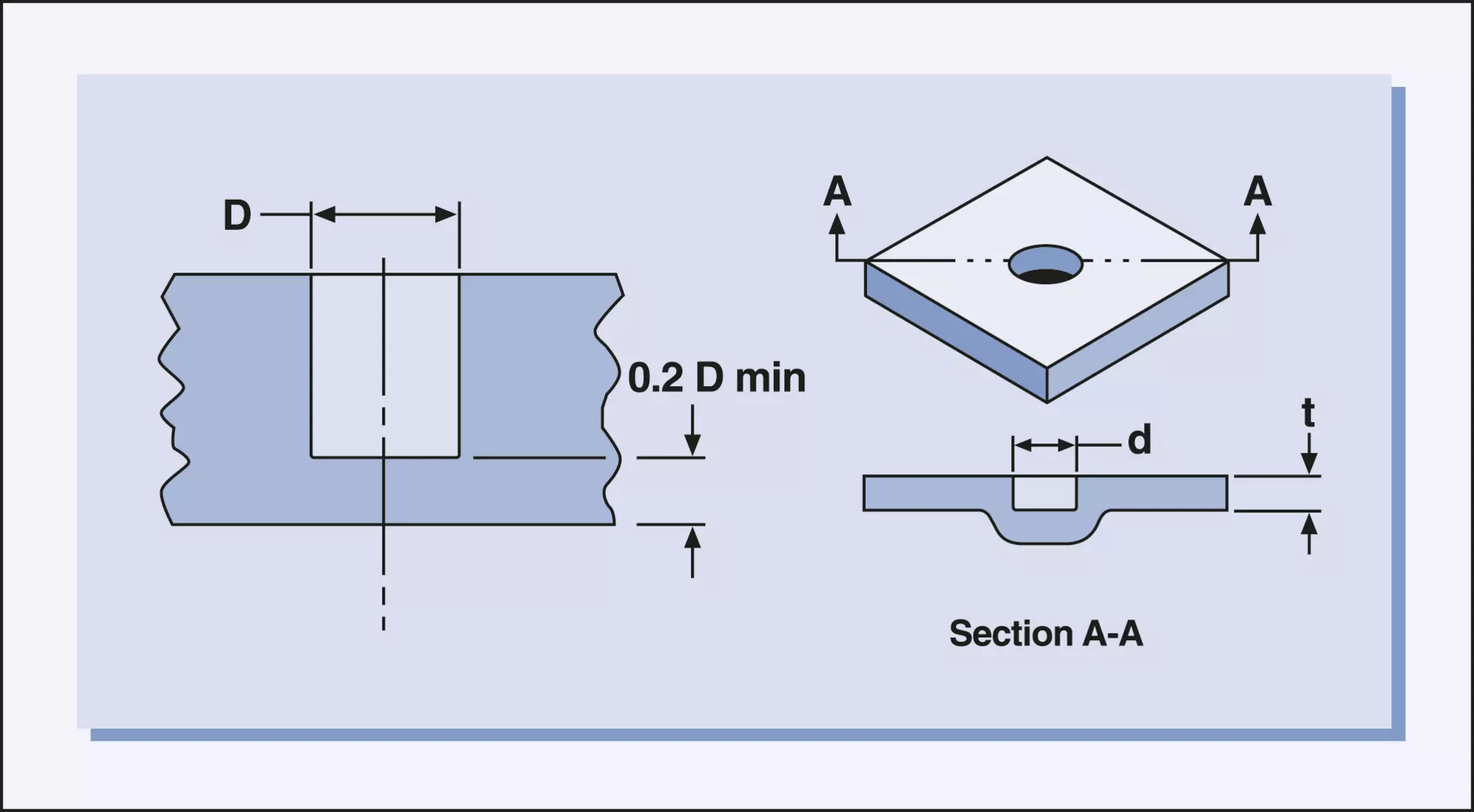
Bei Durchgangslöchern kann die Länge eines Kerns mit gegebenem Durchmesser doppelt so groß wie bei einem Sackloch ausgeführt werden (siehe Abbildung 3).
Wenn noch längere Kerne erforderlich sind, ist eine sorgfältige Werkzeugkonstruktion notwendig, um eine gleichmäßige Druckverteilung auf den Kern während der Füllung sicherzustellen und ein Durchbiegen zu begrenzen.
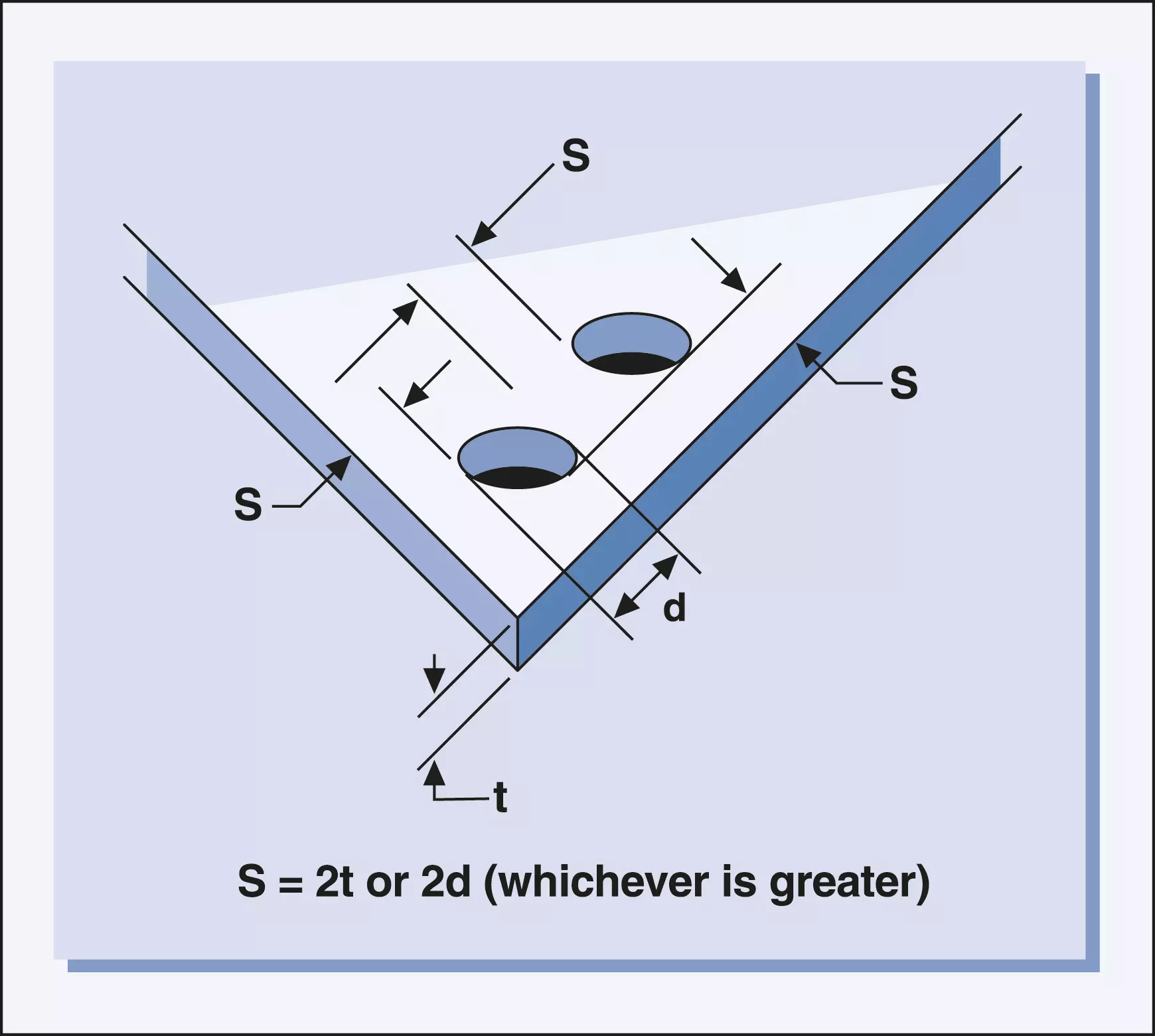
Mindestabstände für Bohrungen
Der Abstand zwischen zwei Bohrungen oder zwischen einer Bohrung und dem Rand eines Bauteils sollte mindestens das Zweifache der Bauteildicke oder das Zweifache des Lochdurchmessers betragen, je nachdem, welcher Wert größer ist (siehe Abbildung 4).