ツール情報
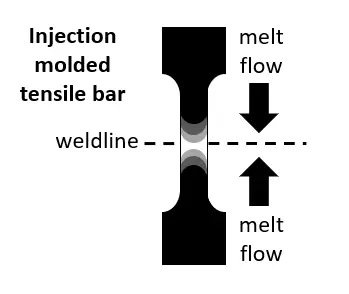
本ツールは、ウェルドライン発生のメカニズムや防止対策のTips、ウェルドライン部における強度の概算値(図示のような“正対”したメルトフロー時における場合)などの情報を提供します。ウェルドラインの強度を定量的に評価するものではありません。M部分的にまたは完全に平行なメルトフローが形成される場合のウェルドラインに対しては適用されません。
ユーザー入力:
- グレード選択
- 用途の相対湿度
ツール出力:
- 選択された相対湿度下における、ウェルドラインのない元材料の強度
- “正対”流動前線(ワーストケース)かつ、その他最適な成形条件(ベストケース)における、選択した相対湿度下でのウェルドライン強度の概算値
- 選択したグレードに対する射出成形の推奨条件
- 設計および成形プロセスに関する技術解説

モデル作成
- 本モデルは、室温下で乾燥およびコンディショニングされた射出成形引張試験片に対して500回以上の物理的実験に基づいています。
精度
- ウェルドライン強度は定量化が困難です。なぜなら、材料物性だけでなく、形状や成形条件にも依存するためです。例えば、溶融圧力、溶融/金型温度、射出速度、ベント、異物混入などが重要な役割を果たします。
- 本ツールでは、概算的な指標として、当社でラボで保有設備を用いて得られたウェルドライン強度のみを提供します。当社の設備やプロセス条件が異なる場合、結果も変動する可能性があります(特に引張試験片以外の異なる形状ではさらに差異が大きくなります)。
- 平均的に、当社実験で測定された標準偏差(1σ)は約20%ですが、特定グレードではさらに大きい場合もあります。この「エンジニアリング精度」は、本ツールの表に示されています。
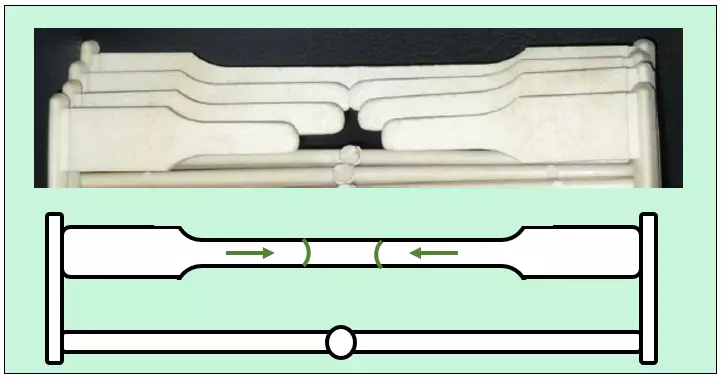
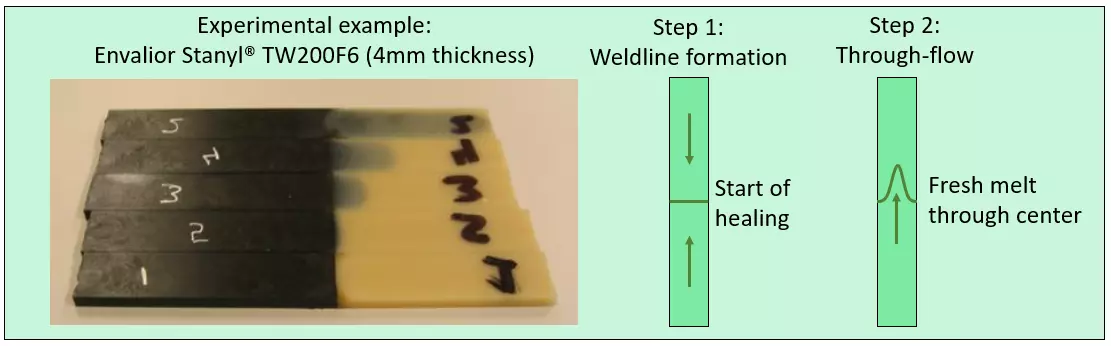
- すべての測定は、射出成形によって作製された公称試験片厚さ4.0 mm(0.16 in)のISO 527 1A規格に従って実施されています(画像参照)。
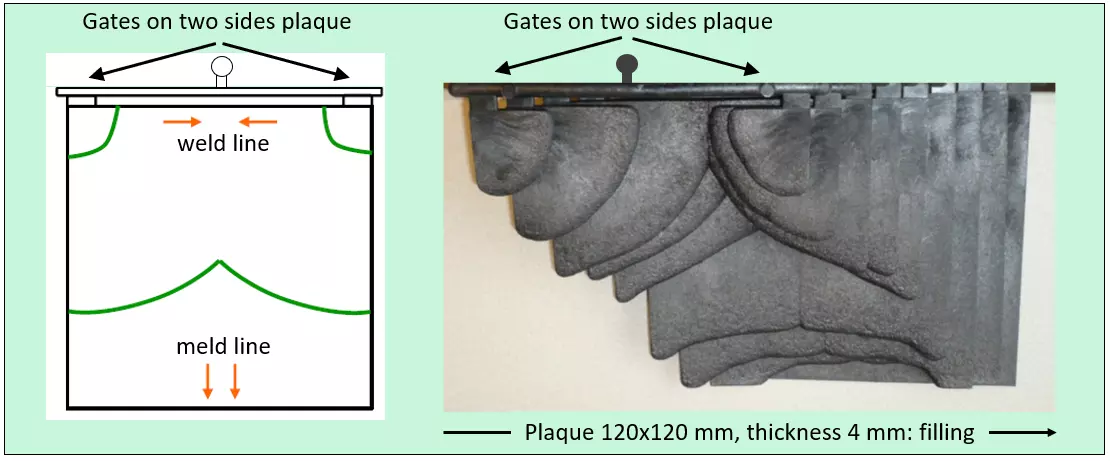
- 通常の片側射出成形による引張バーとは対照的に、これらのバーはウェルドラインを中央部に発生させるために両側成形されました。
- グラスファイバーのようなフィラーを含むグレードでは、ファイバーは引張バーの長手方向に配向する傾向があり、それが応力‐ひずみ挙動の剛性および強度値に大きな影響を与えることが知られています。ただし、ウェルドライン自体には通常ファイバーは含まれていません。
- 調製されたサンプルは、ISO 1110規格(「加速調製」)に基づきN2雰囲気下で調製され、その後、試験前に50%相対湿度で平衡化されました。
- その後、引張バーは、乾燥状態で23°C(73°F)および50%相対湿度で23°C(73°F)の両条件で応力‐ひずみ挙動を評価するために試験されました。これらすべての引張試験は、信頼性の高いメーカー製の床置き型引張試験機で実施されました。通常、10Nの初荷重をかけ、弾性率測定のために0.25%ひずみまでは試験速度1 mm/min(0.04 in/min)、それ以降は破断まで5 mm/min(0.2 in/min)の試験速度で測定しました。


ご意見、ご質問やフィードバックに関しては、Weldlineツールページ右下のHotjarフィードバックフォームよりご送信ください。頻繁に寄せられるご質問については本セクションにて回答いたします。
なぜ 選択できないのですか全ての Envaliorグレード?
本ツールは対応グレードの拡充を進めておりますが、必要な実験データの有無および特定グレードに対する需要に依存しています。ご要望のグレードがございましたら、ページ右下のフィードバックフォームよりお知らせください。
なぜグラフのデータをエクスポートできないのですか?
全てのユーザーはログイン後にダウンロード機能をご利用いただけます。無料でご登録いただくことで、すぐにダウンロードを開始できます。
金型充填シミュレーション
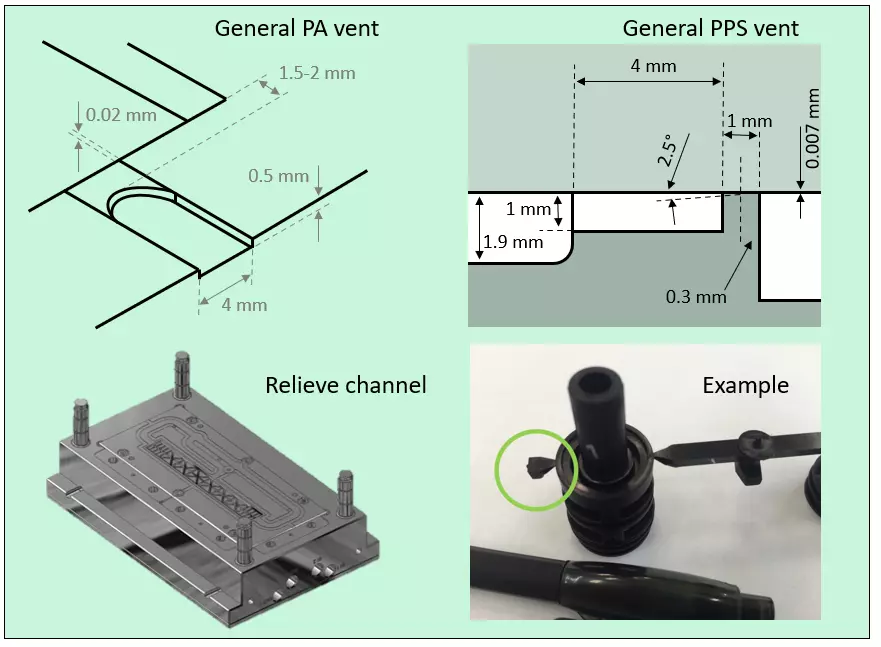
ガス抜き位置
ゲート数
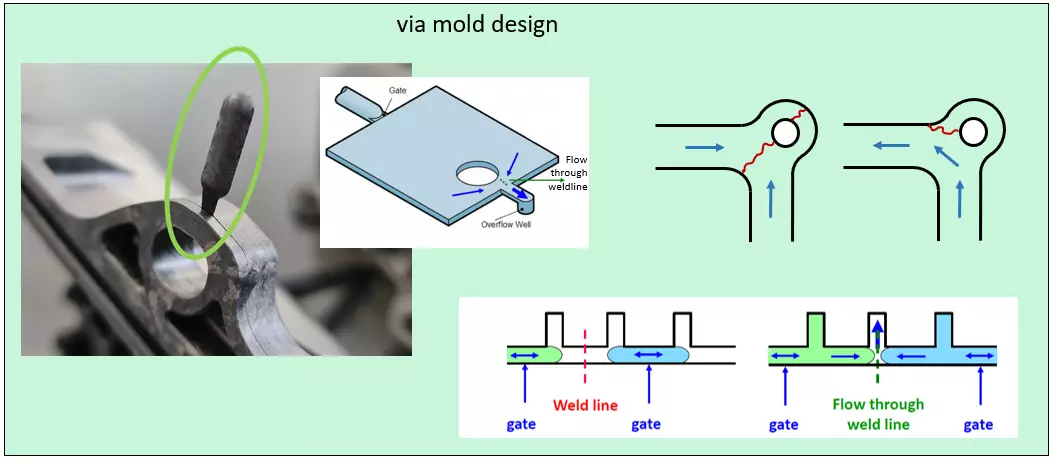
スルーフロー

圧力制御
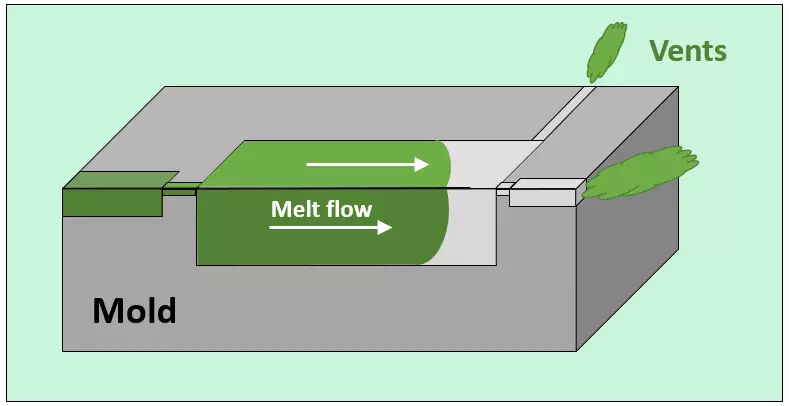
エアベント
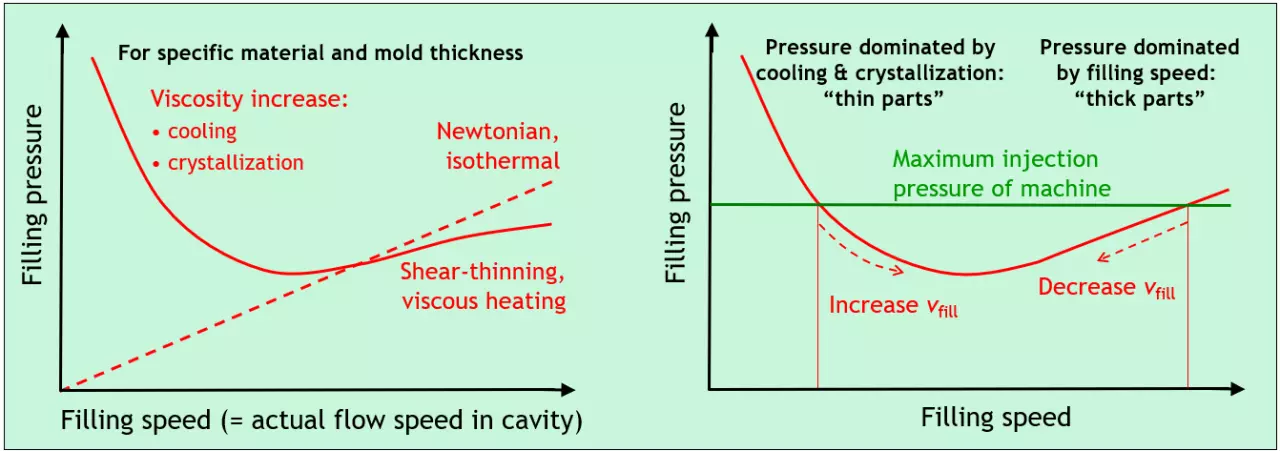
充填速度
流動パターン