

ドラフト角
金型の引き方向と平行な部品の表面には、成形後の離型を容易にするためにテーパー(ドラフト)が必要です。
ドラフト角
機能
熱可塑性樹脂は冷却時に収縮し、金型内のコアや凸型に食い付く傾向があります。これにより離型が困難となり、部品表面にスカッフマークが生じることがあります。離型を容易にするためには、金型の引き方向と平行な部品表面にテーパー(ドラフト)が必要です。ドラフトを設けることで、金型開放開始時にクリアランスができ、部品の取り出しがスムーズになります。必要なドラフト量は以下の要因によって異なります:
- 材料の収縮率 – 素材によって収縮率は異なります。一般的に、収縮率が大きいほど、離型トラブルを防止するために大きなドラフト角が必要になります。
- 壁または形状の高さと形状 – 十分なドラフトがない低いストレートリブは、高い円筒形壁ほど問題にはなりません。
- 表面仕上げ – ポリッシュ面の場合、テクスチャー面よりも小さいドラフト角で対応できます。
- 外観要件 – 組立内部に隠れる技術部品ではスカッフマークが問題にならない場合もありますが、外観部品の場合は完全に許容されないことがあります。
ドラフト角の寸法設計
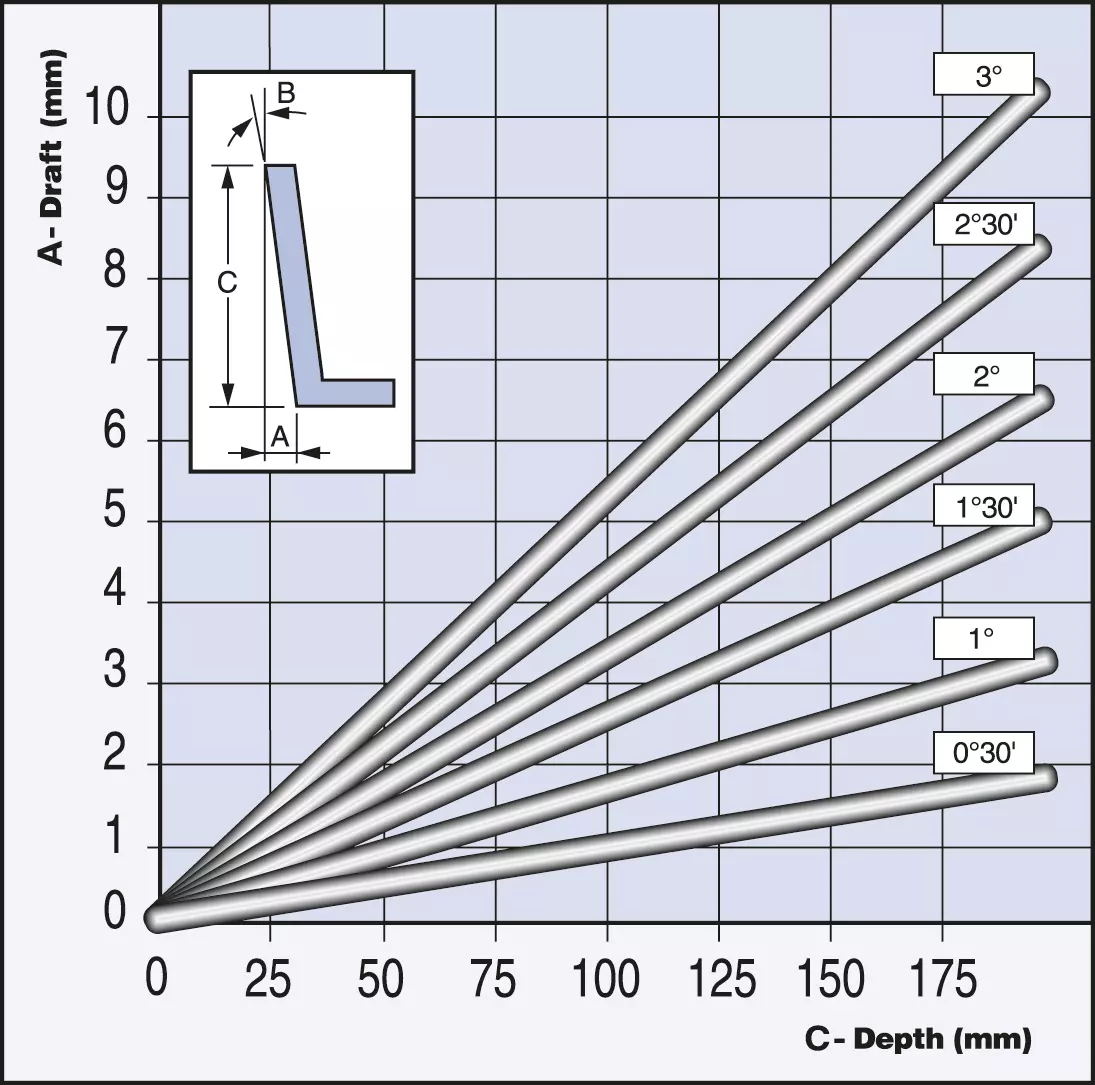
上記要因を考慮した場合のドラフト角寸法の目安は以下の通りです(図1参照):
- 通常、ドラフト角は1~3度を推奨します。
- 非テクスチャー面は、一般的に片側あたり最小0.5度のドラフトを推奨します。
- テクスチャー面には、0.1mmあたり追加で0.4度のドラフトを付加します。
シャットオフ部分のドラフト
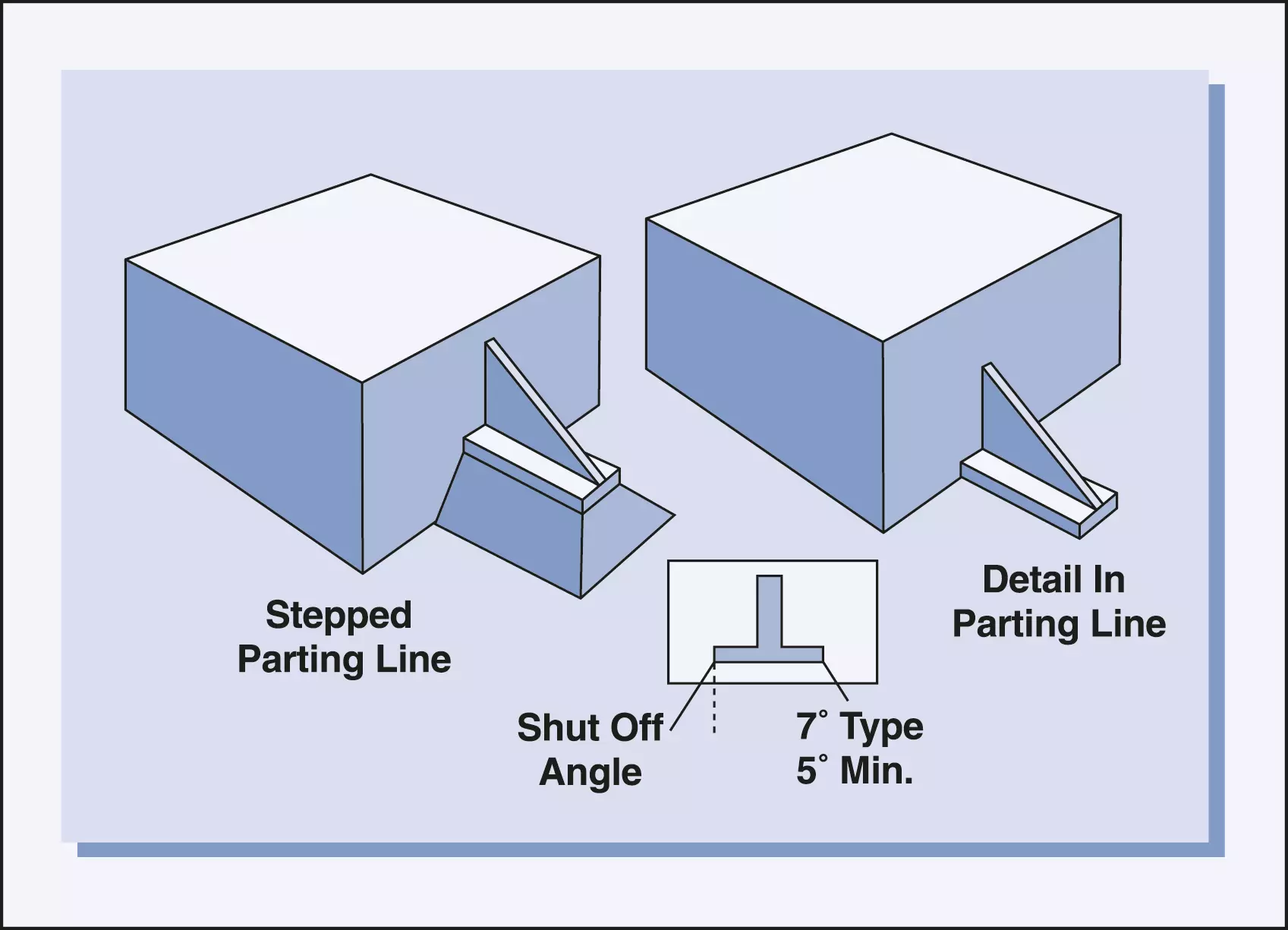
最も単純な金型構造は、金型のパーティングプレーンが引き方向に対して垂直なフラット面となる(図2参照)場合です。この構造は、金型を閉じた際に金型半分間の隙間が生じないことを確実にする最も簡易な方法でもあります。なぜなら、射出成形機の型締め力はパーティングプレーンに対して垂直に作用するためです。しかし、常にこの構成が選択できるとは限りません。また、パーティングプレーンを平坦に保つことが有利になる場合もあります。
このような段差のあるパーティングラインでは、パーティングラインがある高さから別の高さへと移動します。これらの高さの差を埋めるために必要な面は「シャットオフ」と呼ばれ、これは金型の上下型が密閉される部分です。シャットオフ部は絶対に引き方向(抜き勾配方向)と完全に平行になってはなりません。これが起きると、擦れが生じ、工具が経時的に摩耗します。最悪の場合、金型を閉じる際のアライメント不良により重大な損傷を引き起こすことがあります。これを防ぐためには、適切なシャットオフが確保できるように抜き勾配(ドラフト)を設ける必要があります。
段差のあるパーティングサーフェスには、7度以上の抜き勾配を設けてください。最低でも5度を推奨します。