
穴(ホール)
部品内の穴は、固定点として機能する、他の部品への通路を提供する、部品の重量を低減するなど、さまざまな役割を果たします。
穴形状
最も利便性の高い穴形状は円形穴です。必要なコアピンは、さまざまなサイズや材料で広く流通している一般的な部品です。コアピンの使用により柔軟性も得られ、若干大きいまたは小さいピンに交換する場合も、金型のわずかな改造のみで対応できます。
もちろん、穴は常に円形である必要はなく、またそうであるとは限りません。異なる形状の穴も、特殊なコアを使用することで成形可能です。
穴の方向
金型製作の観点では、工具の引き方向(抜き勾配方向)と平行な中心線を持つ穴を作成するのが最も簡単です。シンプルな静的コア構造により、高い剛性・低メンテナンス性・比較的低コストが実現します。
金型の開閉方向と平行でない軸を持つ穴は、多くの場合、引出し式ピンや分割金型で成形されます。コアピンは研磨仕上げを施し、抜き勾配を設けてイジェクションを容易にする必要があります。場合によっては可動コアの使用を回避できます。すなわち、部品設計で大きなテーパが可能な場合、抜き勾配方向と直交する穴も静的コアで成形可能です。
穴の深さ
穴には貫通穴(スルーホール)と止まり穴(ブラインドホール)があります。貫通穴は部品の壁を完全に貫通し、両側に開口部があります。一方、止まり穴には特定の深さがあり、ワークピースの反対側までは到達しません。
穴が完全に貫通するか否かは、製造工程において大きな違いとなります。貫通穴の場合、コアは両端で支持できます。コアの長さや細さが増すほど、このサポートはより重要です。両側で支持されたコアは射出成形時の曲がりや破損のリスクが低減されます。
射出成形時、コアピンの周囲を溶融樹脂が流れる際、最初にコアに到達した反対側にウェルドライン(融着線)が発生します。機械的強度や外観要求上、ウェルドラインの発生が許容できない場合、ポストプロセスでのドリル加工を考慮し、一部中子コアで穴を任意の深さまでのみ成形することが推奨されます。
穴寸法設計
先述の通り、コアピン長さ、すなわち穴の深さは、射出時に溶融樹脂から印加されるたわみに対してコアピンが耐えられる能力によって制限されます。貫通穴の場合、金型キャビティ両側からコア支持が可能なため、より長い穴が成形できます。以下は穴寸法設計に関する一般的なガイドラインです:
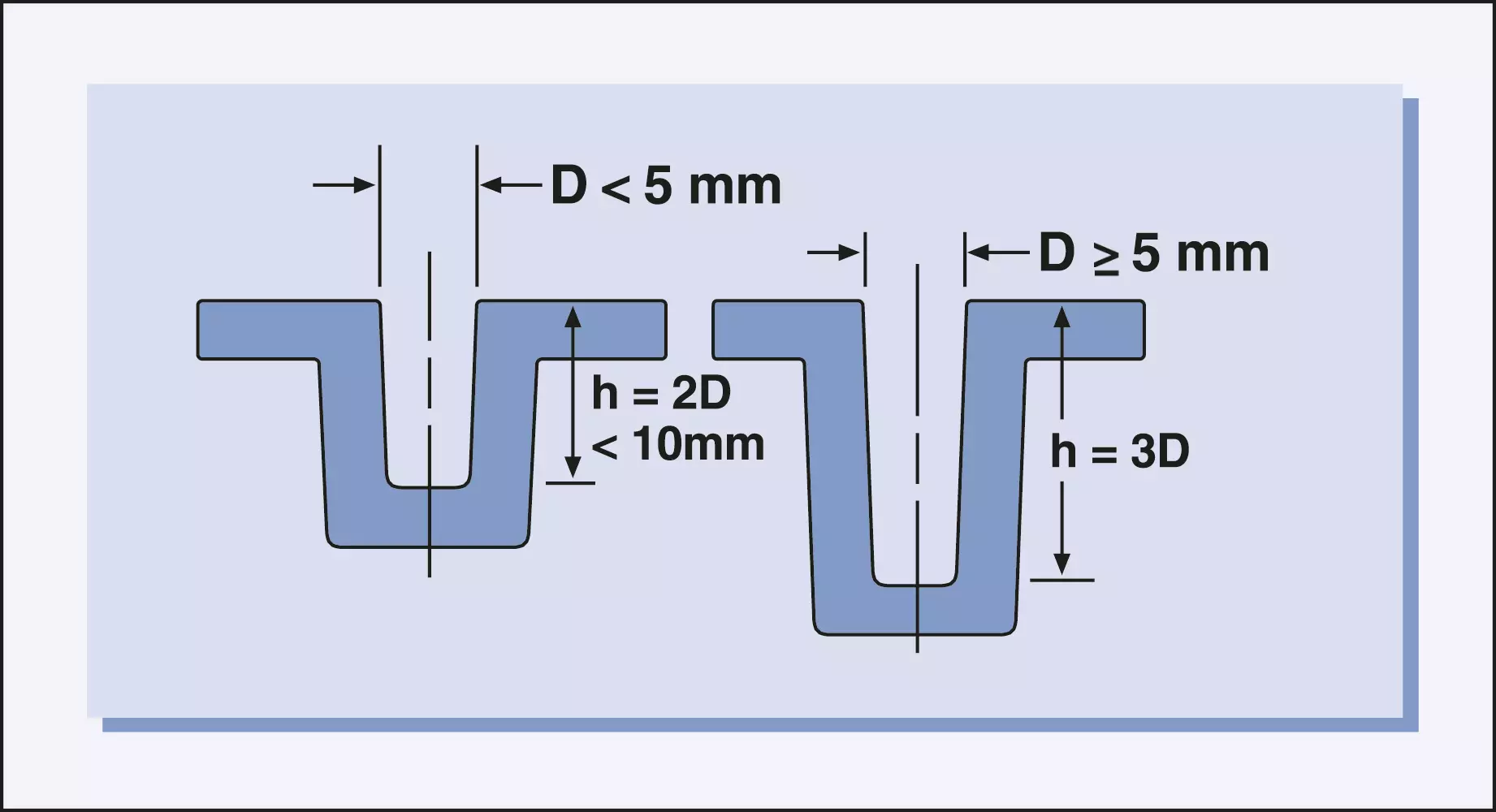
- 止まり穴の深さは、穴径の3倍を超えないこと(図1参照)。
- 穴径が5mm未満の小径穴の場合、深さ/穴径比は2とします。
止まり穴設計の推奨事項
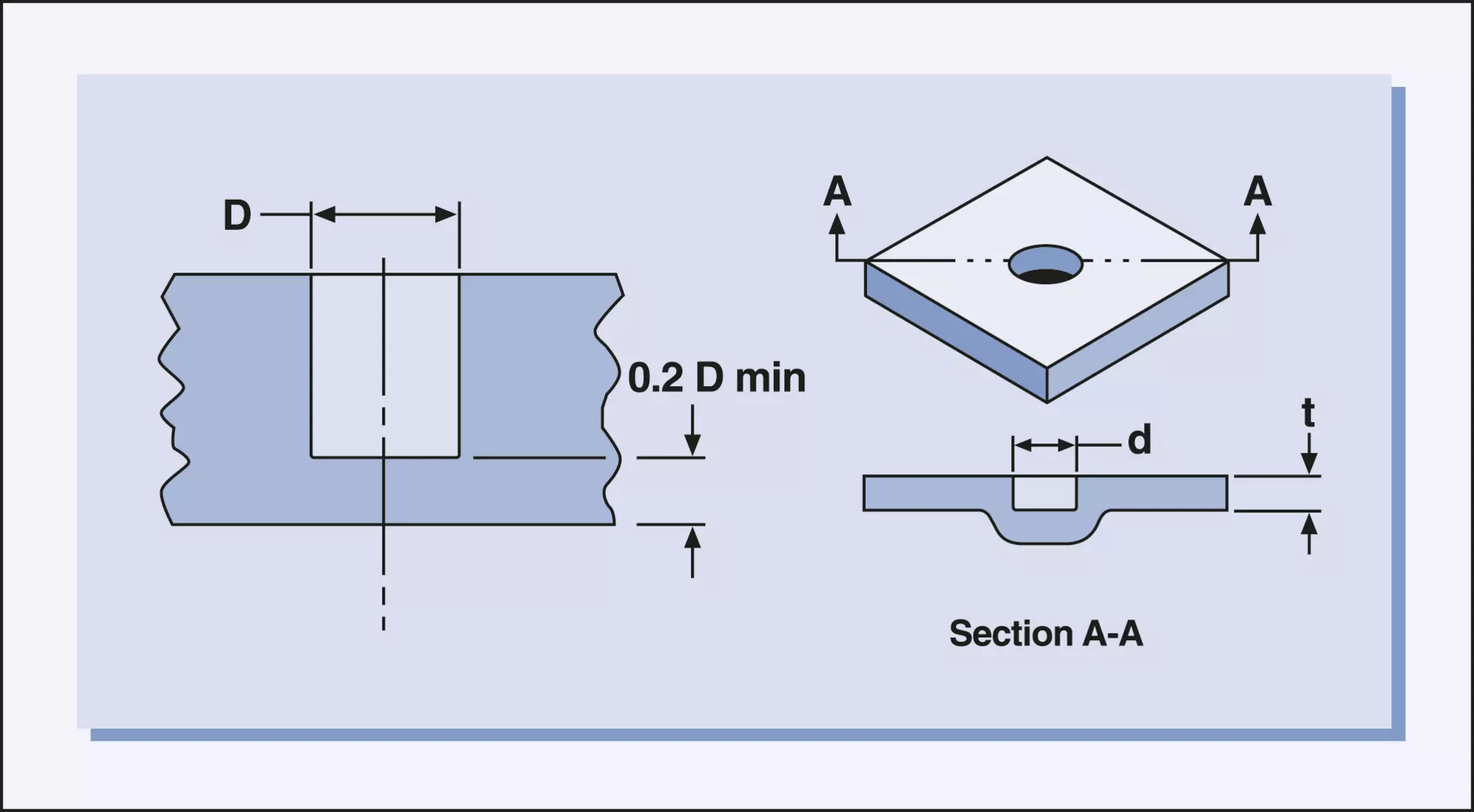
ブラインドホールの場合、反対側表面の外観不良を防ぐために、底厚は穴径の20%以上とする必要があります。肉厚が均一に保たれるほど、成形品質は向上します(図2参照)。
貫通コア
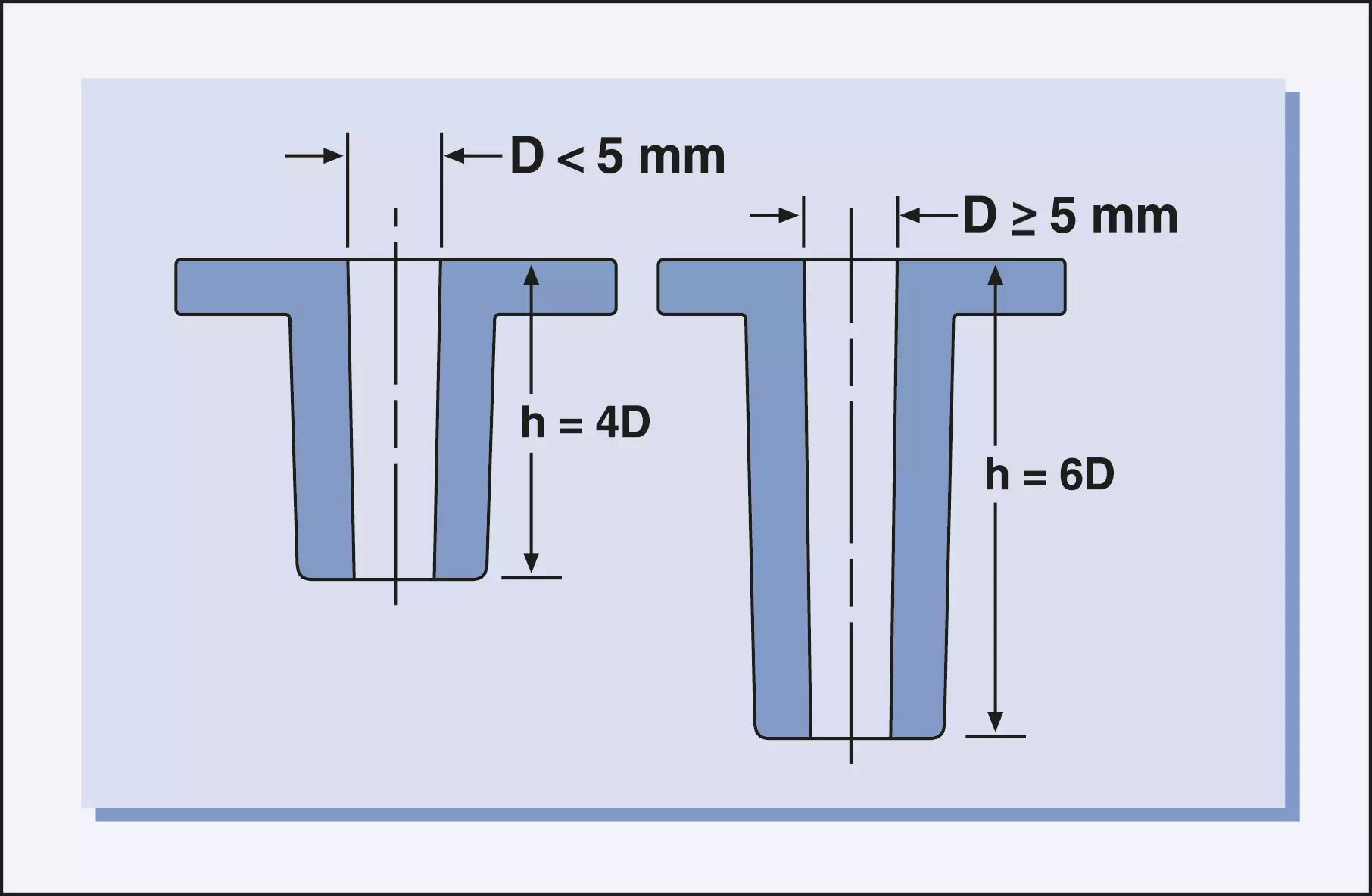
貫通穴の場合、同一コアサイズであればコア長さはブラインドホールの2倍まで可能です(図3参照)。
さらに長いコアが必要な場合、工具設計において充填時のコアに対する圧力分布のバランスを確保することが重要であり、たわみを最小限に抑える必要があります。
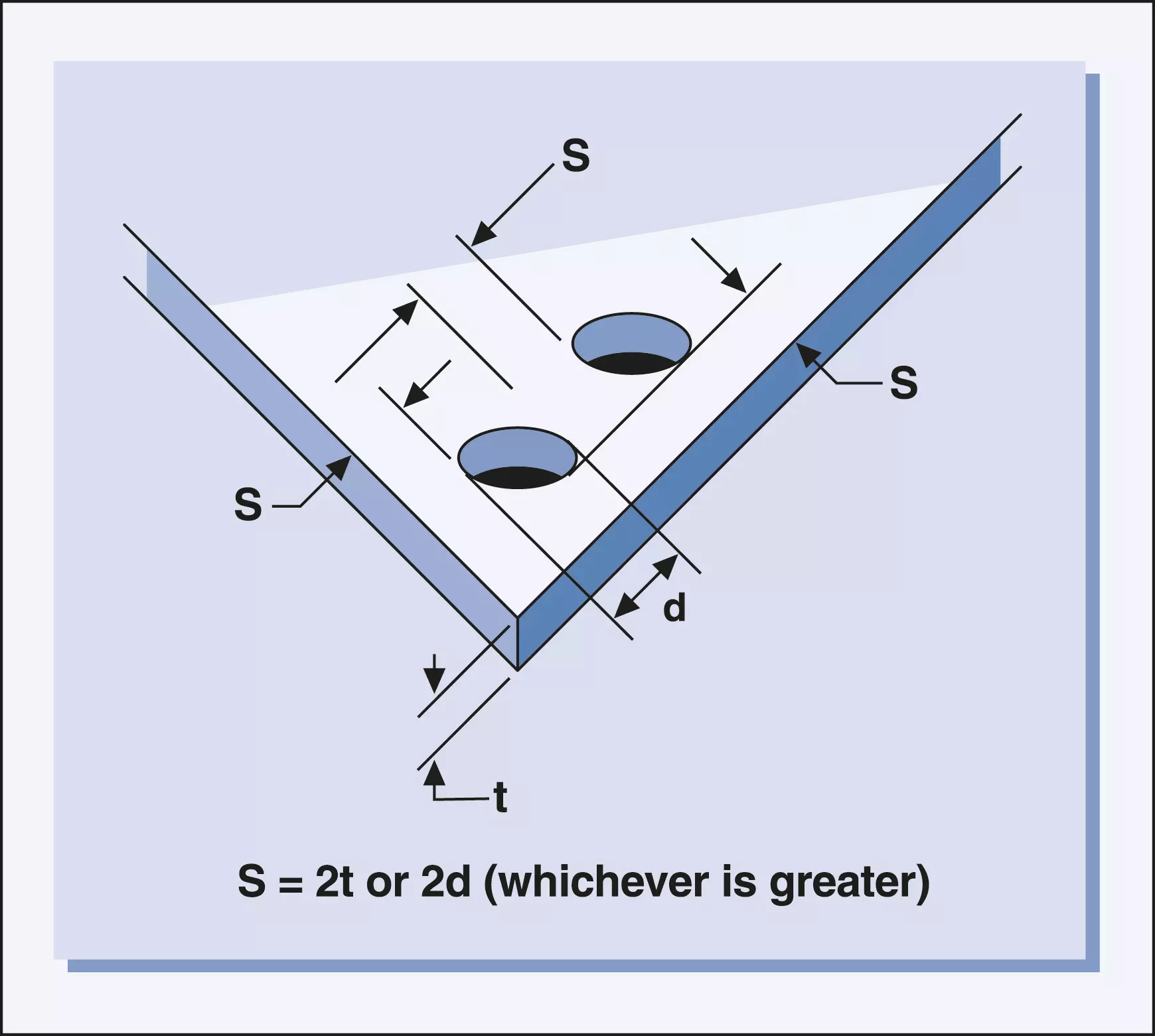
最小穴間距離寸法
2つの穴、または1つの穴と部品端部との距離は、部品厚みの2倍もしくは穴径の2倍のいずれか大きい方以上としてください(図4参照)。