도구 정보
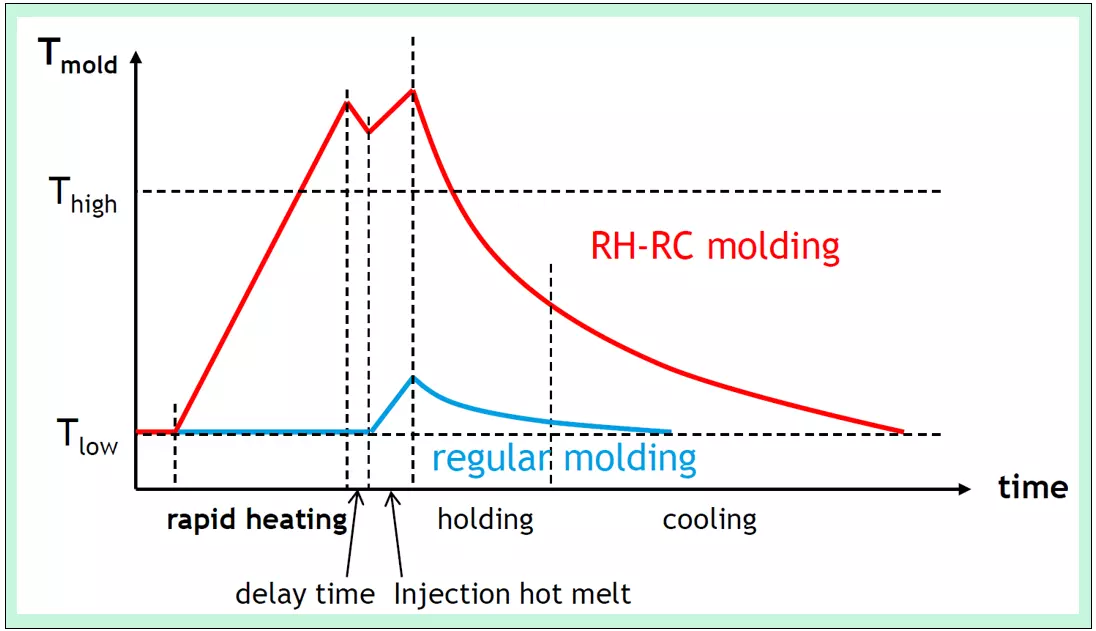
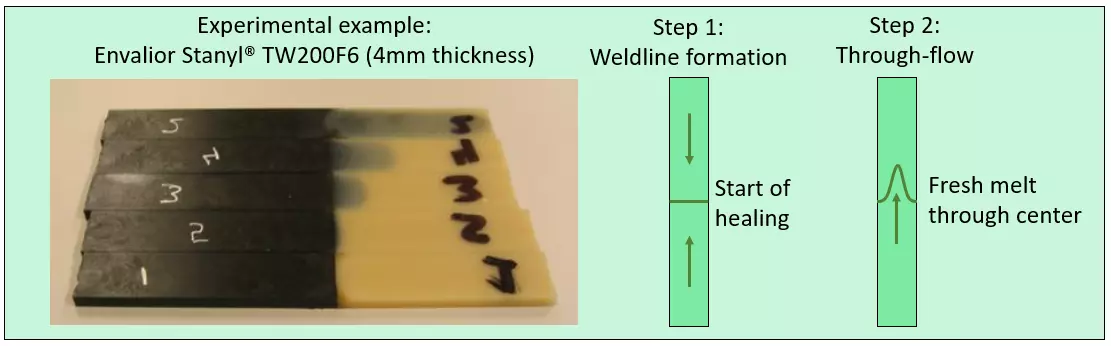
이 도구는 웰드라인 문제의 예방에 관한 배경 정보와 팁 및 노하우, 그리고 웰드라인 위치에서의 강도(이미지에 표시된 ‘정면(head-on)’ 용융 흐름 기준)를 대략적으로 제공합니다.정확하게 (부분적으로) 병렬 용융 흐름이 있는 웰드라인의 강도를 정량화하지 않습니다.
사용자 입력:
- Grade 선택
- 적용 환경의 상대습도
도구 출력:
- 선택한 상대습도에서 웰드라인이 없는 원재료의 인장 강도
- 선택한 상대습도에서 ‘정면’ 유동 전면(worst-case)의 웰드라인 강도 대략치(최악의 조건) 및 기타 완전한 공정 조건(최선의 조건)
- 선택한 Grade에 대한 사출성형 권장사항
- 설계 및 가공 솔루션의 배경 정보

모델 생성
- 이 모델은 실온에서 건조 및 조건화된 상태의 사출성형 인장 바(tensile bar)를 대상으로 500회 이상의 물리적 실험을 기반으로 합니다.
정확도
- 웰드라인 강도는 정량화하기 어렵습니다. 이는 재료의 물성뿐만 아니라 형상, 가공 조건에 크게 의존하기 때문입니다. 예를 들어, 용융 압력, 용융/금형 온도, 사출 속도, 가스 배기, 오염 등은 모두 매우 중요한 역할을 합니다.
- 본 도구는 웰드라인 강도에 대해대략적인 지표만을 제공합니다. 이는자사실험실에서자사장비로 측정한 값입니다. 장비나 공정 조건이 다를 경우, 또는 인장 바와 다른 형상에서는 결과가 달라질 수 있습니다.
- 평균적으로, 당사 실험에서 측정한 표준편차(1시그마)는 약 20%이나, 일부 등급에서는 더 클 수 있습니다. 이러한 ‘엔지니어링 정확도’는 본 도구의 표에 표시되어 있습니다.
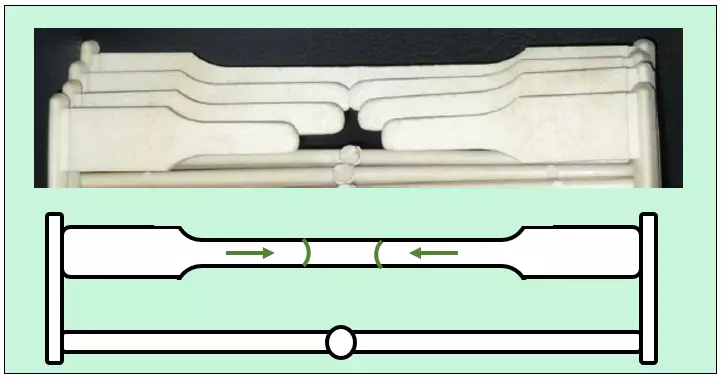
- 모든 측정은 ISO 527 1A 규격 시편(이미지 참조)에 따라, 명목상 시편 두께 4.0 mm(0.16 in)로 사출성형하여 수행하였습니다.
- 일반적인 인장 바의 단면 일측 사출성형과 달리, 본 시험 시편은 양방향에서 사출성형하여 바 중앙에 웰드라인을 형성하였습니다.
- 유리섬유 등 충전재가 함유된 등급의 경우, 섬유가 인장 바의 길이 방향으로 배열되는 경향이 있어, 응력-변형률 결과의 강성 및 강도 값에 큰 영향을 미치는 것으로 알려져 있습니다. 그러나, 웰드라인 자체에는 일반적으로 섬유가 존재하지 않습니다.
- 컨디셔닝된 샘플은 ISO 1110 규격(‘가속 컨디셔닝’)에 따라 N2 분위기에서 처리된 후, 시험 이전에 상대습도 50% 조건에서 평형 처리하였습니다.
- 이후, 인장 바는 23°C(73°F)의 건조 조건 및 23°C(73°F) 50% 상대습도 조건 모두에서 응력-변형률 특성 시험을 실시하였습니다. 모든 인장 측정은 신뢰할 수 있는 플로어 스탠딩 타입의 인장 시험기에서 수행되었습니다. 일반적으로 10N의 프리로드를 적용하고, 탄성률 측정을 위해 0.25% 변형까지 1 mm/min(0.04 in/min)의 시험 속도를, 이후 파단 시까지는 5 mm/min(0.2 in/min)의 시험 속도를 적용하였습니다.


Weldline 도구 페이지 우측 하단에 있는 Hotjar 피드백 양식을 통해 의견, 질문 및 피드백을 제출해 주시기 바랍니다. 가장 자주 문의되는 질문에 대해서는 이 섹션에서 답변해 드립니다.
왜 모든 Envalior 등급을 선택할 수 없는가요?
현재 본 도구는 더 많은 등급(Material Grade)으로 확장하고 있는 중입니다. 하지만 이는 실험 데이터의 가용성과 해당 등급에 대한 수요에 따라 결정됩니다. 페이지 우측 하단에 있는 피드백 양식을 통해 원하는 등급을 알려주시면 반영하도록 하겠습니다.
그래프의 데이터를 왜 내보내기(Export)할 수 없나요?
모든 사용자는 로그인 후 다운로드 기능을 사용할 수 있습니다. 무료로 회원가입만 하시면 즉시 다운로드를 시작하실 수 있습니다.
금형 충진 시뮬레이션
벤트 위치
게이트 수
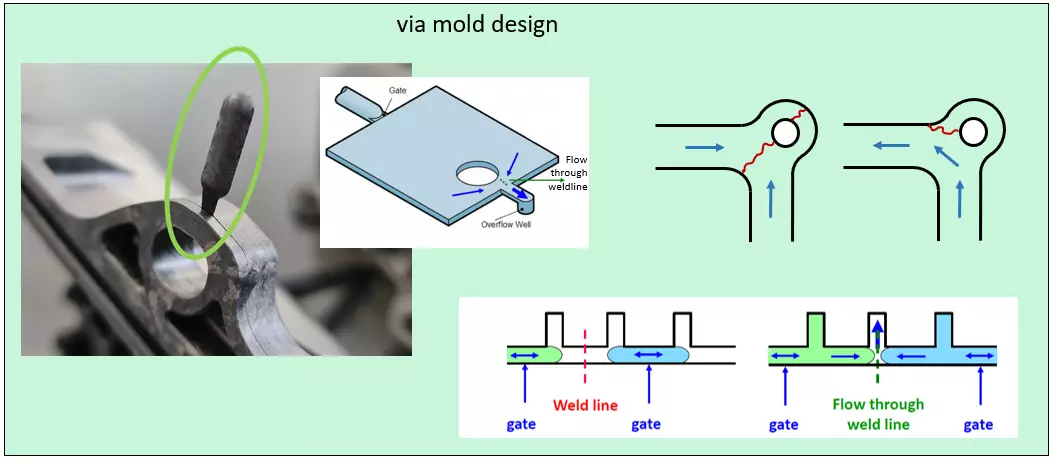
관통 유동

압력 제어
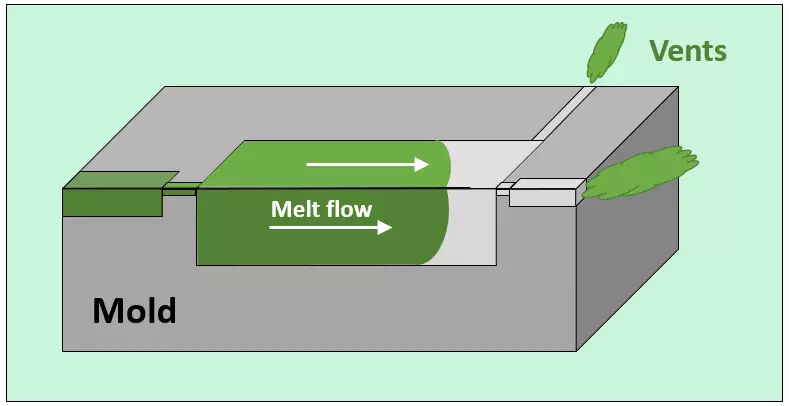
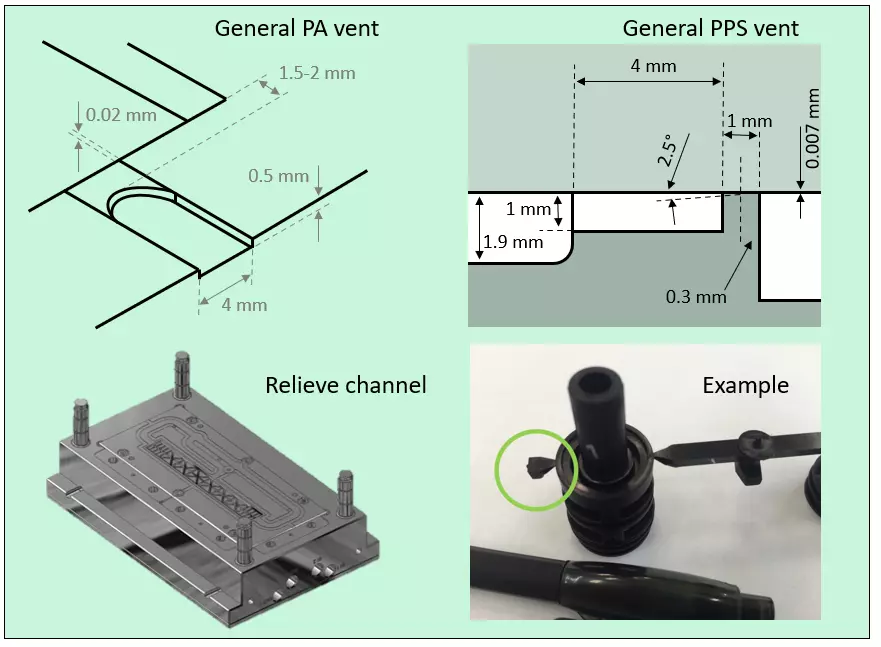
벤트
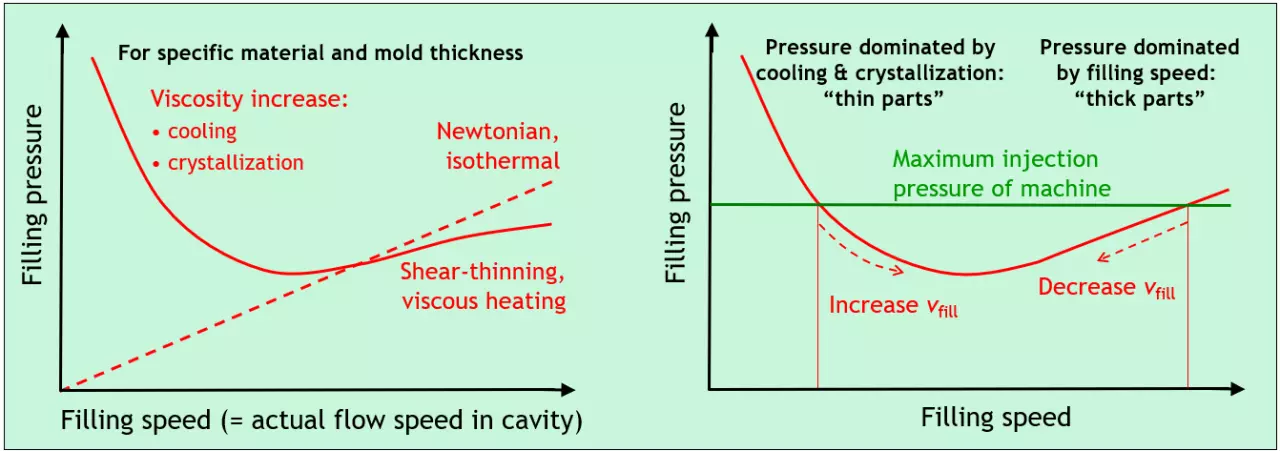
충진 속도
유동 패턴