

드래프트 각도
금형의 이형 방향에 평행한 부품 표면은 성형 후 부품 이형을 용이하게 하기 위해 테이퍼가 적용되어야 합니다.
드래프트 각도
기능
열가소성수지는 냉각 과정에서 수축하여 금형의 코어 또는 수컷 형상에 달라붙습니다. 이로 인해 이형이 어려워지고, 제품 표면에 스크래치가 발생할 수 있습니다. 이형을 용이하게 하기 위해 금형의 이형 방향에 평행한 부품 표면에는 테이퍼(드래프트)가 필요합니다. 이 드래프트는 금형이 열릴 때 즉시 간섭을 제거하여 부품이 쉽게 분리되도록 도와줍니다. 필요한 드래프트 각도는 다음의 여러 요소에 따라 달라집니다:
- 수지의 수축률 – 일부 재질은 다른 재질보다 더 많이 수축합니다. 일반적으로 수축률이 높을수록 이형 문제를 방지하기 위해 더 큰 드래프트 각도가 요구됩니다.
- 벽 또는 리브의 높이 및 형상 – 드래프트가 충분하지 않은 낮은 일자 리브는 큰 문제를 유발하지 않지만, 높은 원통형 벽에서는 문제가 더 심각해집니다.
- 표면 조도 – 연마된 표면은 텍스처가 적용된 표면보다 더 작은 드래프트 각도가 필요합니다.
- 심미적 요구사항 – 스크래치 자국은 조립체 내부 기술 부품에는 큰 문제가 되지 않을 수 있지만, 외부 커버 부품에는 전혀 허용되지 않을 수 있습니다.
드래프트 각도 치수 지정
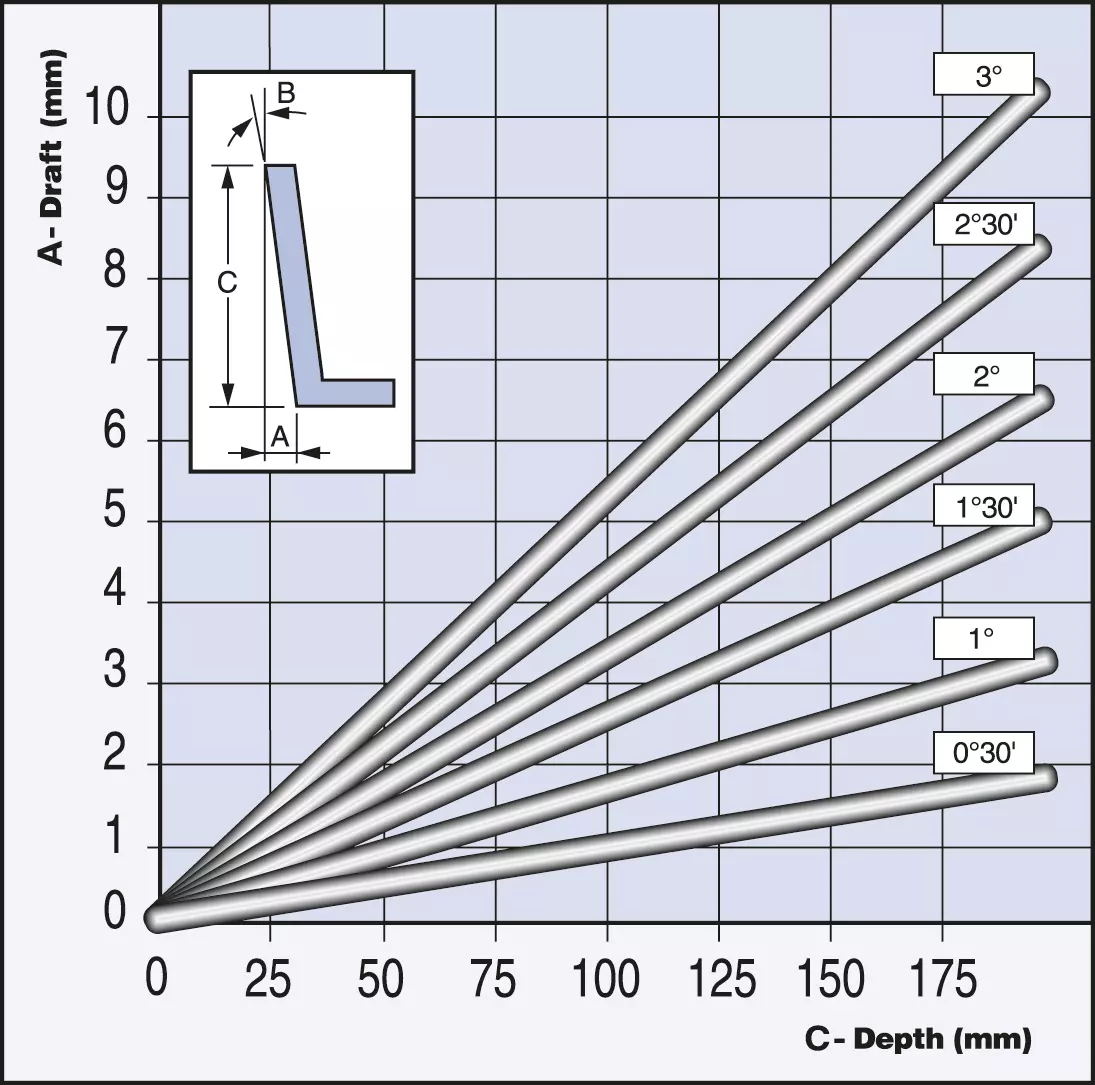
상기 요소들을 고려했을 때 드래프트 각도 치수에 대한 가이드라인은 다음과 같습니다(도면 1 참조):
- 일반적으로 1~3도 드래프트가 권장됩니다.
- 비텍스처 표면의 경우, 한 면당 최소 0.5도의 드래프트가 일반적으로 권장됩니다.
- 텍스처가 적용된 측벽에는 텍스처 깊이 0.1mm당 추가로 0.4도의 드래프트가 권장됩니다.
Shut-off 구간의 드래프트
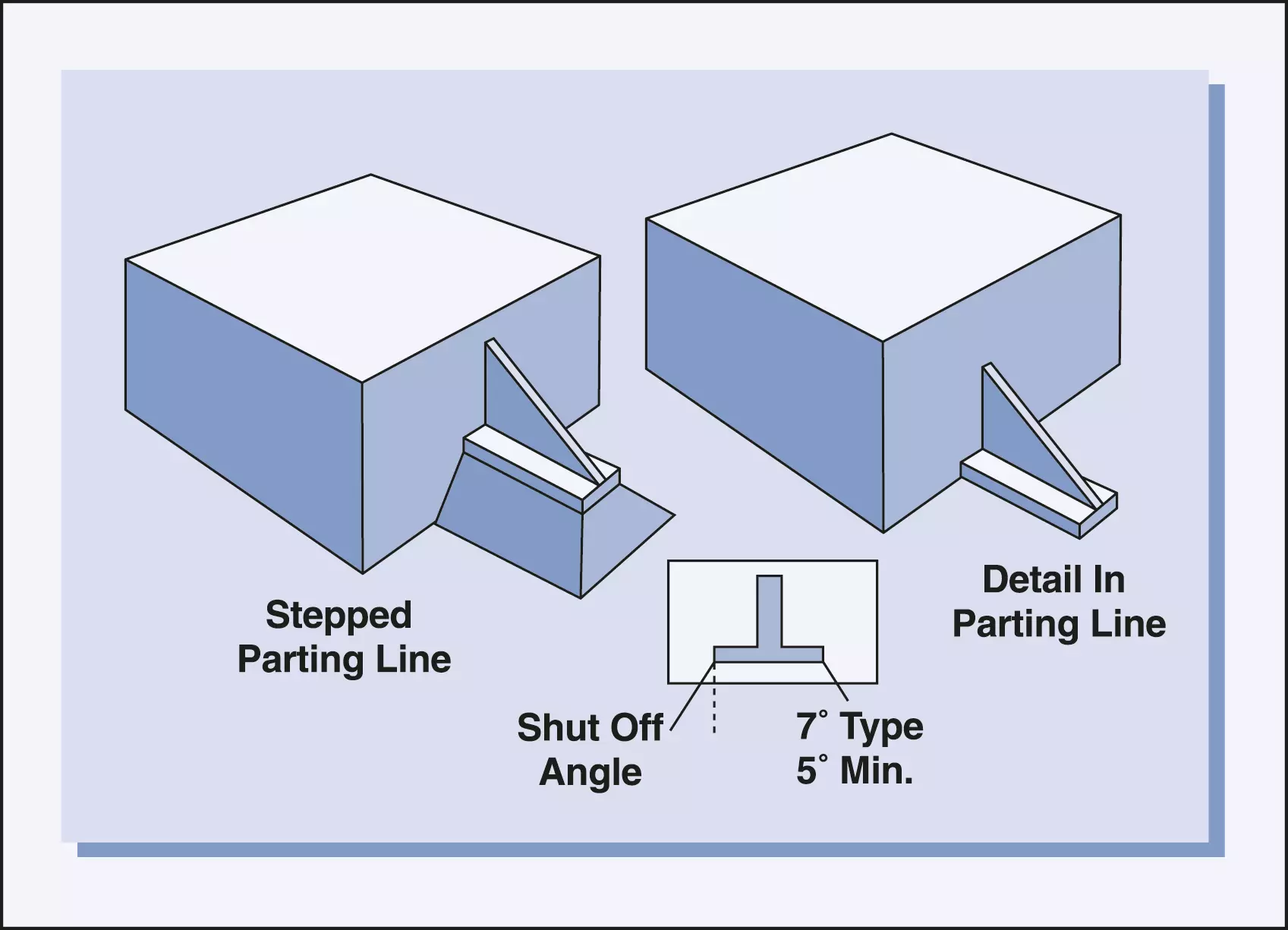
가장 간단한 금형 구조는 금형 반쪽의 파팅면이 이형 방향과 직각인 평면일 때 구현할 수 있습니다(도면 2 참조). 이 방식은 금형이 닫힐 때 반쪽 사이에 간극이 없도록 가장 쉽게 보장할 수 있는 구조이기도 합니다. 실제로 사출성형기의 클램핑 힘은 파팅면에 수직으로 작용합니다. 그러나, 항상 이러한 배치가 가능한 것은 아닙니다.분할면을 평평하게 유지하는 것이 필요하거나 오히려 유리할 수도 있습니다.
이와 같이 단차가 있는 파팅 라인의 경우, 파팅 라인은 한 레벨에서 다른 레벨로 점프하게 됩니다. 이러한 레벨 간의 면을 연결하기 위해 필요한 표면을 shut-off라고 하며, 이는 금형 반쪽이 서로 맞물려 닫히는 부분입니다. Shut-off는 절대로 이형 방향과 정확히 평행해서는 안 됩니다. 이는 드래그 현상을 유발하여 장기적으로 금형의 마모를 초래할 수 있습니다. 최악의 경우, 금형 체결 시 오정렬이 발생하면 심각한 손상이 발생할 수 있습니다. 따라서 적절한 shut-off를 보장하기 위해 드래프트를 부여해야 합니다.
단차가 있는 파팅 표면에는 7도 이상의 드래프트를 적용하십시오. 5도는 최소 기준으로 간주해야 합니다.