Toolinformatie
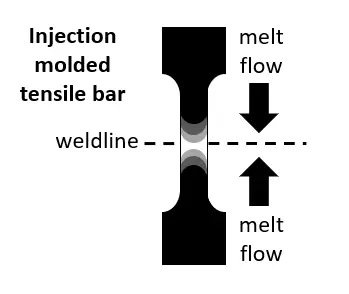
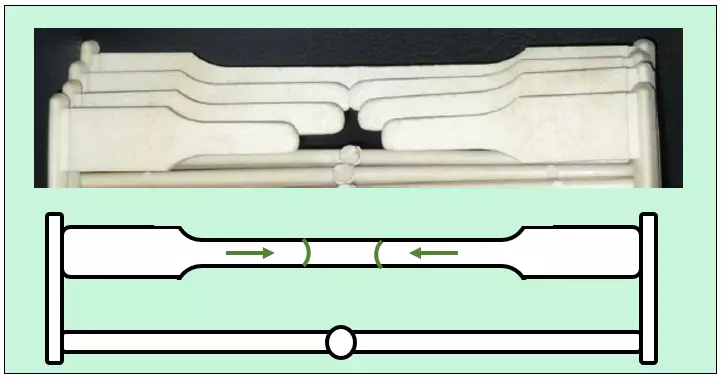
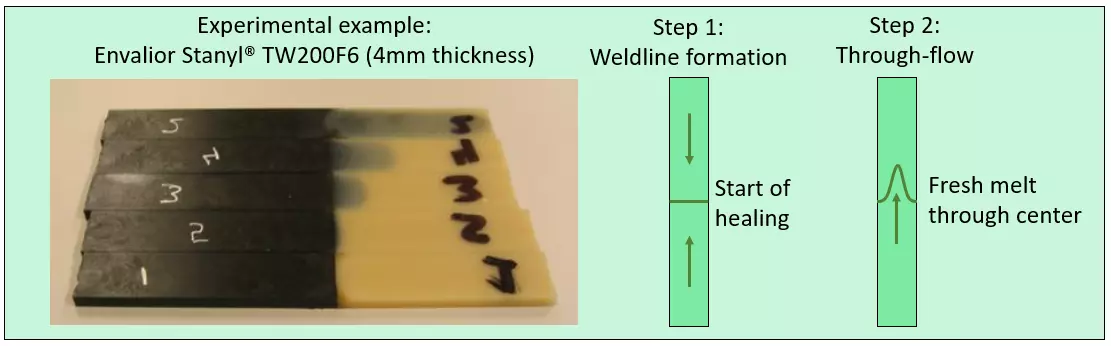
Deze tool geeft achtergrondinformatie, tips en adviezen over het voorkomen van problemen met laslijnen, evenals een grove indicatie van de sterkte bij de laslijnlocatie (met ‘head-on’ smeltstroom zoals weergegeven in de afbeelding). De tool niet de sterkte van laslijnen met (gedeeltelijk) parallelle smeltstroom kwantificeren.
Gebruikersinvoer:
- Kwaliteitsselectie
- Relatieve luchtvochtigheid van de toepassing
Tooloutput:
- Sterkte van het originele materiaal zonder laslijn bij de gekozen relatieve luchtvochtigheid
- Grove schatting van de laslijnsterkte bij de geselecteerde relatieve luchtvochtigheid voor een ‘head-on’ flow front (worst-case) en verder optimale procescondities (best-case)
- Spuitgietadvies voor het geselecteerde materiaal
- Achtergrondinformatie over ontwerp- en verwerkingsoplossingen

Modelontwikkeling
- Het model is gebaseerd op meer dan 500 fysieke experimenten met spuitgegoten trekstaven bij kamertemperatuur, zowel droog als geconditioneerd.
Nauwkeurigheid
- De laslijnsterkte is moeilijk te kwantificeren, omdat deze niet alleen afhankelijk is van de materiaaleigenschappen, maar ook van geometrie en procescondities. Bijvoorbeeld smeltdruk, smelt-/matrijstemperatuur, injectiesnelheid, ontluchting en mogelijke verontreinigingen spelen allemaal een cruciale rol.
- Deze tool geeft slechts een globale indicatie van de laslijnsterkte zoals wij deze hebben gemeten in ons laboratorium met onze apparatuur. Met andere apparatuur of procesinstellingen kan het resultaat variëren (en nog meer in geval van een andere geometrie dan een trekstaaf).
- Gemiddeld is de standaardafwijking (1 sigma) die wij in onze experimenten hebben gemeten circa 20%, maar deze kan groter zijn voor bepaalde grades. Deze 'engineering accuracy' wordt aangegeven in de tabel van deze tool.
- Alle metingen zijn uitgevoerd volgens de ISO 527 1A-norm voor proefstukken (zie afbeelding) met een nominale proefstukdikte van 4,0 mm, geproduceerd door middel van spuitgieten.
- In tegenstelling tot het conventioneel spuitgieten van trekstaven vanaf één zijde, zijn deze staven van twee zijden gegoten om een laslijn in het midden van de staaf te creëren.
- Voor kwaliteiten met vulstoffen zoals glasvezels is bekend dat de vezels de neiging hebben zich te oriënteren langs de lengterichting van de trekstaaf, wat een groot effect heeft op de stijfheids- en sterktewaarden van de spanning-rek respons. Echter, de laslijn zelf bevat doorgaans geen vezels.
- Geconditioneerde monsters zijn geconditioneerd volgens de ISO 1110-norm ('versnelde conditionering') onder een N2-atmosfeer en vervolgens geëquilibreerd bij 50% relatieve luchtvochtigheid vóór beproeving.
- Vervolgens zijn de trekstaven getest op hun spanning-rek respons bij zowel 23°C in droge toestand als bij 23°C bij 50% relatieve luchtvochtigheid. Al deze trekproeven zijn uitgevoerd op geschikte vloerstaande trekbanken van gerenommeerde fabrikanten. Typisch werd een voorbelasting van 10 N toegepast, een testsnelheid van 1 mm/min voor de bepaling van de modulus tot 0,25% rek, en vervolgens een testsnelheid van 5 mm/min tot aan breuk van het proefstuk.


Gebruik het Hotjar feedbackformulier rechtsonder op de Weldline toolpagina om uw opmerkingen, vragen en feedback in te dienen. De meestgestelde vragen worden in deze sectie beantwoord.
Waarom kan ik alle Envalior grades niet selecteren?
We zijn bezig deze tool uit te breiden naar meer grades, maar dit is afhankelijk van de beschikbaarheid van experimentele data en de vraag naar een specifieke grade. Geef via het feedbackformulier rechtsonder op de pagina aan welke grades u zoekt!
Waarom mag ik de data uit de grafiek niet exporteren?
Iedereen kan de downloadfunctionaliteit gebruiken na inloggen; registreer eenvoudig (gratis) en begin direct met downloaden.
Simulatie van matrijsvulling
Ventilatiepositie
Aantal ingangen
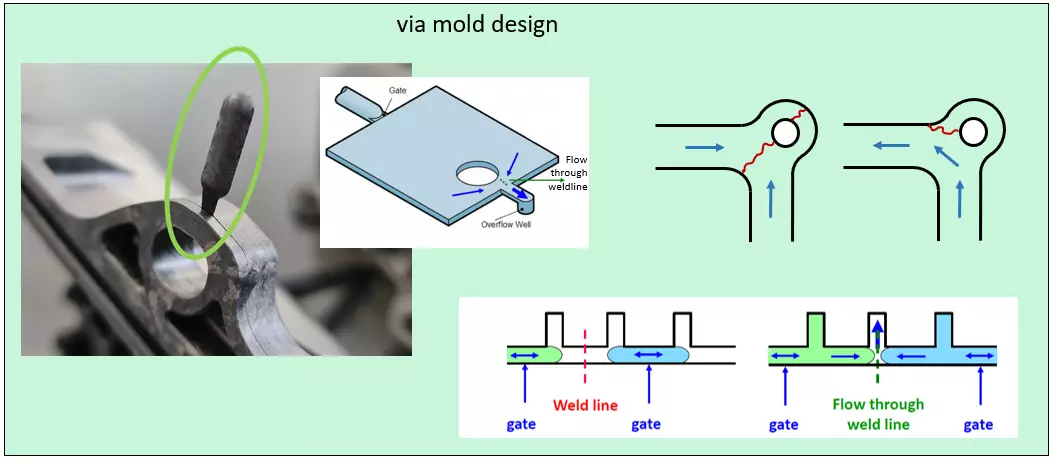
Doorstroming

Drukregeling
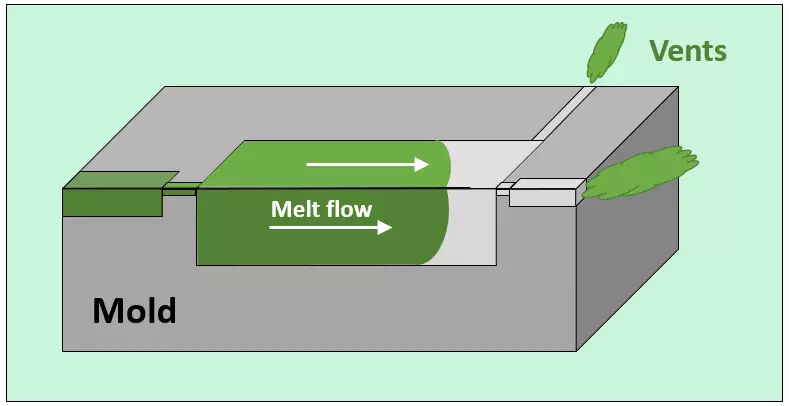
Ontluchtingen
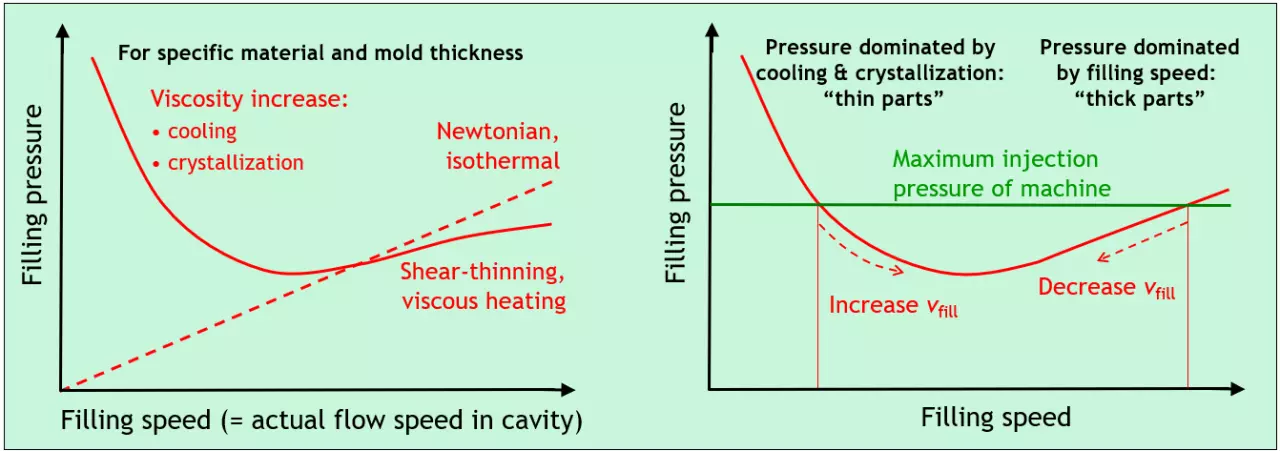
Vulsnelheid
Stromingspatroon