
Thermoplastische composieten
Tepex®
Het hoogwaardig composietlaminaatsysteem op basis van thermoplastische polymeren
TEPEX® familie
Tepex® flowcore
Tepex® semipreg
Tepex® anti-ballistisch
Eigenschappen, Diensten & Kennis
Tepex® is een groep van composiet halffabricaten die volledig geïmpregneerd, geconsolideerd en plaatvormig zijn. Ze zijn vervaardigd uit hoogwaardige continue vezels (of lange vezels in het geval van Tepex® flowcore) en een thermoplastische matrix. Deze composiet platen kunnen in korte cyclustijden tot complexe componenten worden verwerkt door verwarming en vervolgens vormen. Continue vezels zijn voornamelijk glas- en/of koolstofvezels in de vorm van weefsels, inlays of andere textiele halffabricaten. Matrixmaterialen zijn thermoplasten zoals polypropyleen, polyamide 6, polyamide 66, polyamide 12, polycarbonaat, thermoplastisch polyurethaan en polyfenyleensulfide. De sterke punten van Tepex® zijn als volgt samen te vatten:
- Hoge stijfheid
- Zeer hoge sterkte
- Hoog lichtgewicht constructiepotentieel dankzij lage dichtheid
- Zeer korte cyclustijden bij componentproductie
- Thermoplastische matrix maakt overmoulding en lassen mogelijk
- Uitstekende ontwerpvrijheid
- Oplosmiddelvrij
- Recyclebaar
- Zeer goede energieabsorptie-eigenschappen
- Lage thermische uitzettingscoëfficiënt
- Goede maatvastheid en chemische en corrosiebestendigheid
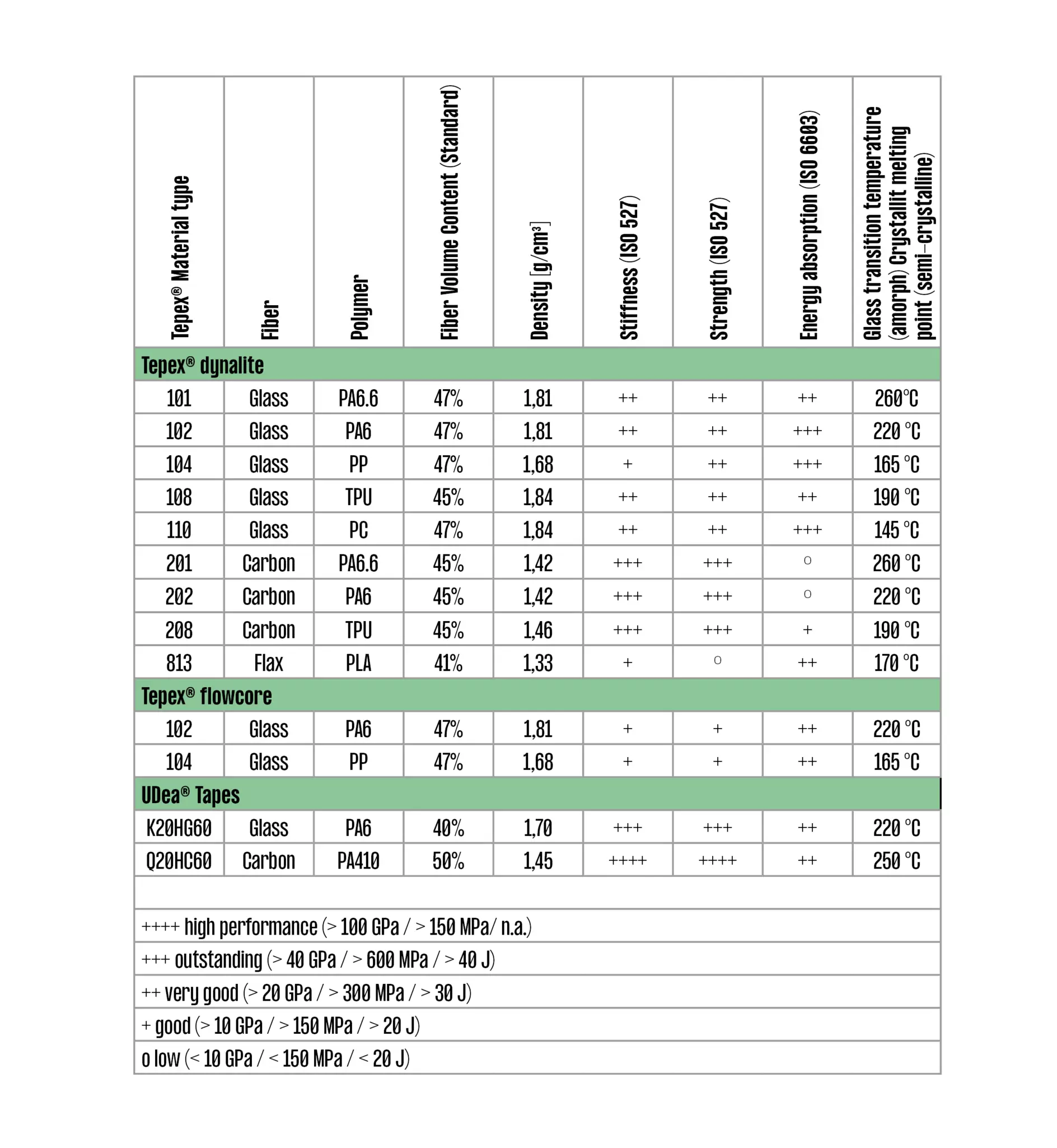
Vezel-kunststof composieten onderscheiden zich met name door hun uitstekende stijfheid en zeer hoge sterkte in combinatie met een zeer lage dichtheid. Dit zijn de eigenschappen van een ideaal lichtgewicht constructiemateriaal. De volgende tabel toont de belangrijkste parameters van een aantal standaard Tepex® grades:
Meer informatie
Lees meer over Tepex(r) - Thermoplastische Composieten en ons bedrijf door onze brochure te downloaden.
Computerondersteunde engineering (CAE) van Tepex®-componenten is essentieel om korte ontwikkeltijden, kostenefficiënte productieprocessen en een componentontwerp dat geoptimaliseerd is voor de belastingsgevallen, te realiseren. Hierbij richt het ontwerp zich specifiek op zowel het productieproces als het mechanisch gedrag van de component, en de interactie tussen productie- en componenteigenschappen.
De anisotropie – dat wil zeggen richtingsafhankelijkheid – is de belangrijkste eigenschap van het halffabricaat in het ontwerpproces. De morfologie van het verstevigingsweefsel veroorzaakt een trek-druk-asymmetrie, een afhankelijkheid van de positie in het vlak (laagopbouw) en voor het productieproces de vervormbaarheid (drapability). De matrixeigenschappen zorgen voor temperatuur- en in sommige gevallen vochtigheidsafhankelijkheid, evenals – afhankelijk van het type belasting – tijdsafhankelijke kruip. De laagopbouw leidt bovendien tot relatief grote verschillen tussen trek- en buigeigenschappen.
Zowel het productieproces als het gedrag van de component kunnen zeer doeltreffend worden gekarakteriseerd met behulp van standaard FE-methoden en rekenprogramma's (solvers), waarbij precisie en voorspellende kwaliteit afhangen van de gehanteerde modelbenadering, de omvang van de onderliggende meetdata en de specifieke aspecten die worden berekend.
Om het productieproces, de resulterende vezeloriëntatie en de componenteigenschappen tot aan het breukgedrag voldoende te kunnen voorspellen, hebben wij tools ontwikkeld op basis van de FE-solver ABAQUS die de genoemde eigenschappen en invloeden karakteriseren en daarmee direct inzetbaar zijn in het ontwikkelproces van Tepex®-componenten. Deze FE-tools maken gebruik van materiaaleigenschappen die zijn vastgesteld via richtingsafhankelijke trekproeven – soms met een hoge rekingssnelheid – en diverse schuif- en buigproeven.
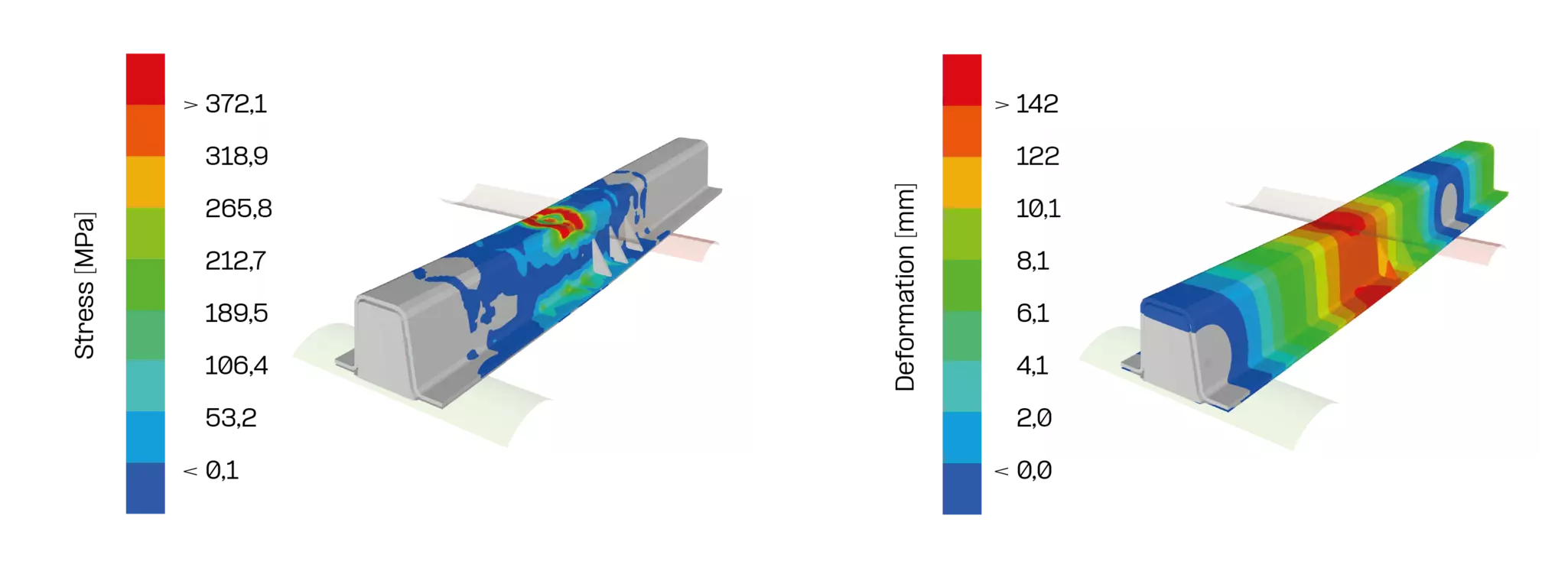
Figuur 1: Spanningsverdeling en vervorming bij driepunts-buigproef
Drapeersimulatie
Vorm- en drapeersimulaties dienen twee onafhankelijke doelen:
- Het bepalen van de verdeling van lokale vezeloriëntaties en schuifhoeken in het weefsel. Deze zijn nodig voor de mechanische berekening om het anisotrope materiaalgedrag mee te nemen. Deze berekening is vaak vroeg in het project nodig, in de conceptfase, om op dit moment verschillende conceptvoorstellen mechanisch te analyseren. De simulatie van vezeloriëntaties moet daarom snel en eenvoudig uitgevoerd worden en zo min mogelijk informatie over de matrijs vereisen, die in dit stadium vaak nog niet beschikbaar is. Hiervoor gebruiken wij een op FE gebaseerde rekenmethode die zeer snel (ongeveer één uur) het relevante blank en de oriëntatieverdeling voor een gegeven Tepex®-geometrie bepaalt. De methode is niet exact, maar doorgaans voldoende nauwkeurig (one-step draping).
- Volledige weergave van het drapeerproces, met inachtneming van blankgeometrie, matrijsgeometrie, schuiven, houdnaalden, handlingsysteem, enz. De taak is hier het in kaart brengen van het proces, het vroegtijdig identificeren van mogelijke fouten, het ontwikkelen van verbetervoorstellen en het beoordelen van de procesbetrouwbaarheid. De berekening van vezeloriëntatie staat hierbij enigszins op de achtergrond. Een volledige drapeerstudie wordt bij voorkeur uitgevoerd als de componentgeometrie in grote lijnen vastligt en matrijsdata beschikbaar zijn (ten minste voor de matrijsoppervlakken), terwijl enige flexibiliteit nog mogelijk is.
Ons simulatiemodel voor het draperen van Tepex®-componenten is gebaseerd op de FE-solver ABAQUS. Hierbij wordt rekening gehouden met het feit dat thermoplastisch vezelweefselcomposiet geen plastisch thermoformen toelaat maar in plaats daarvan aan de driedimensionale geometrie van het onderdeel wordt toegevoegd als gevolg van weefselschuif uit het vlakke blank (trellis-effect). Indien het voor de vormgeving vereiste schuifeffect zo groot is dat de vezels in elkaar grijpen, schakelt het materiaal naar de normale richting. en rimpels worden gevormd. Dit effect kan ook worden gereproduceerd in het rekenmodel.
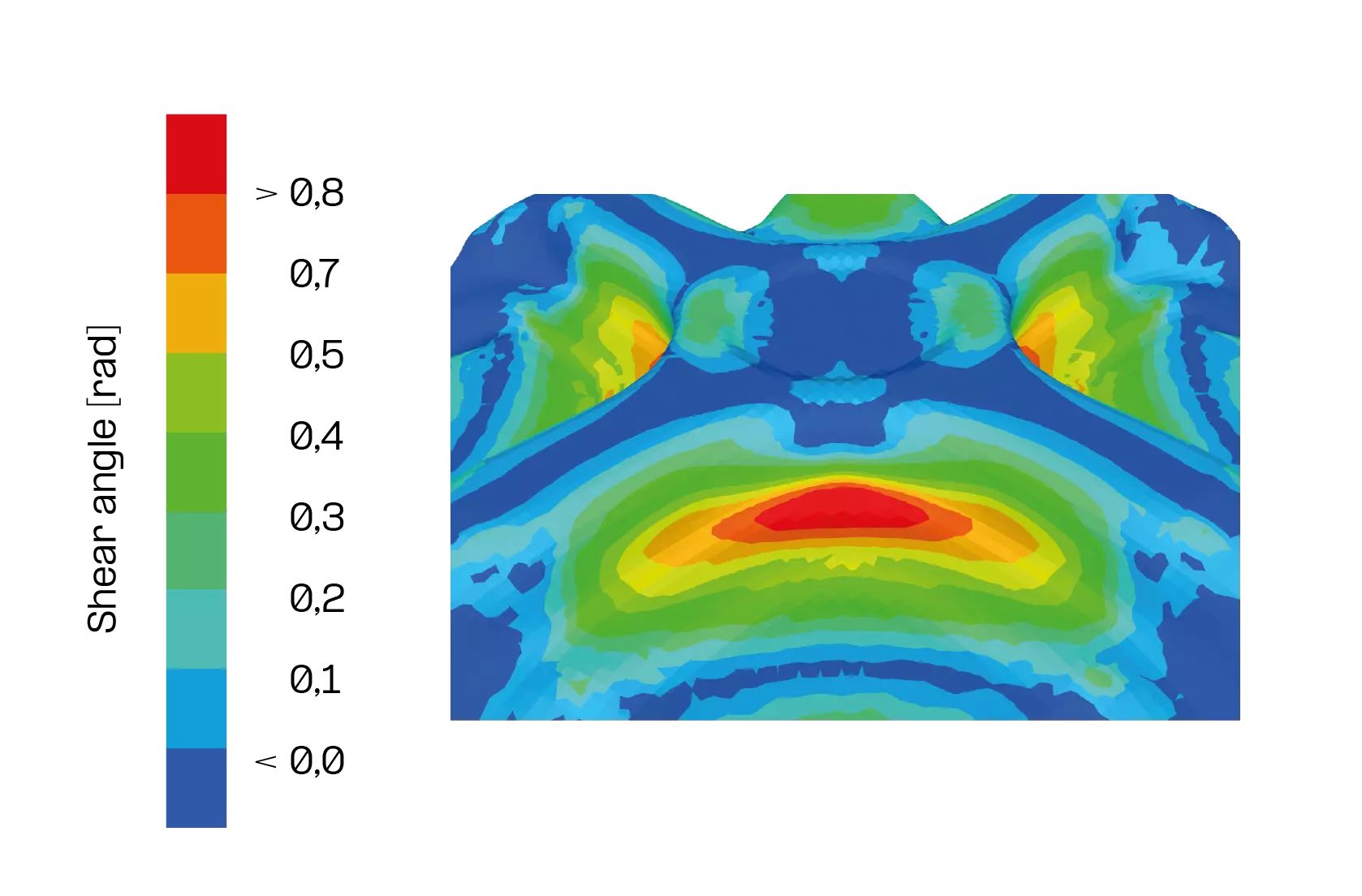
Figuur 2: Schuifhoekverdeling in een mock-up component
Integratieve simulatie
Ons composietmateriaalmodel voor Tepex®, gecombineerd met de vezeloriëntaties die zijn vastgesteld voor de componentgeometrie in het one-step draping-proces, maakt een uiterst effectieve voorcalculatie mogelijk van de stijfheid, sterkte, crash-eigenschappen en trillingsgedrag van het onderdeel. De tools kunnen zowel worden gebruikt voor pure Tepex® componenten als voor componenten vervaardigd via insert-molding, hybrid-molding of flow-molding. Ontwerpers kunnen hierdoor al in de engineeringsfase inspelen op een zwakke plek in een onderdeel – bijvoorbeeld door het toepassen van grotere wanddiktes of versterkingsribben.
Beide tools hebben hun geschiktheid en nauwkeurigheid bewezen in de ontwikkeling van talloze prototype- en seriecomponenten – bijvoorbeeld bij een front end upper belt, rempedaal, airbagbehuizing, stoelschaal en infotainmentbeugel (dragende structuur van het audiosysteem in een voertuig).
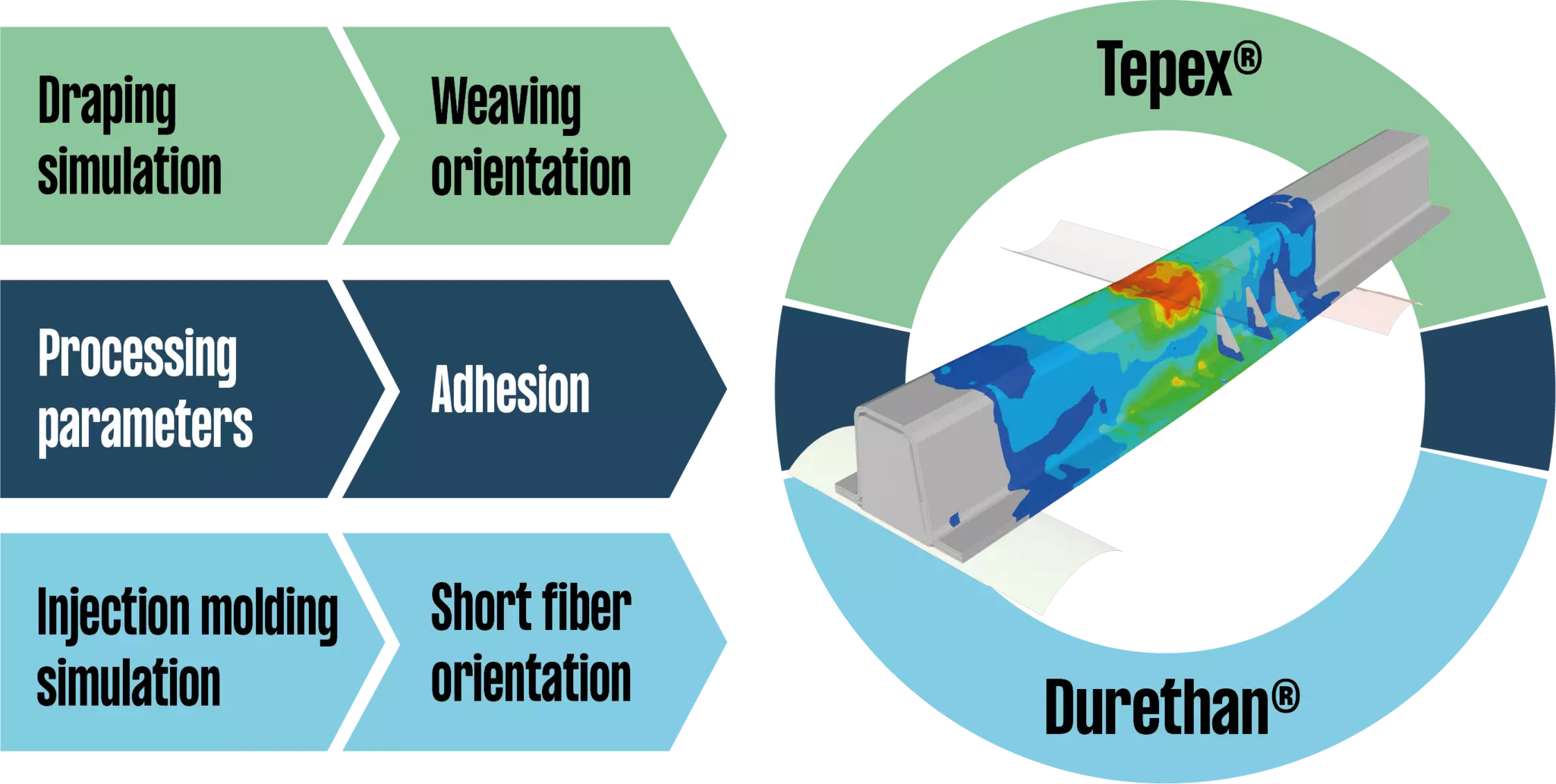
Figuur 3: De afbeelding toont de belangrijkste invloedsfactoren op de integratieve simulatie van Tepex® hybride componenten
Simulatie van afkoelgedrag
We hebben de vormsimulatie en het nieuwe materiaalmodel voor Tepex® uitgebreid met een modelleringsaanpak die ook simulatie van thermische processen in verwarmd Tepex® tijdens het vormen ondersteunt. Dit simulatiemodel maakt het in essentie mogelijk om bijvoorbeeld ongelijke afkoeling onder sledes te bestuderen, evenals het omgekeerde effect op vervormbaarheid, wat voortkomt uit het temperatuurafhankelijke materiaaleigenschap.
Omdat dit simulatieproces nauwkeurige informatie vereist over het verwarmingsproces en alle thermische randvoorwaarden en over het algemeen veel complexer is dan de isotherme benadering, wordt het doorgaans alleen gebruikt voor het analyseren van zeer specifieke vraagstukken en problemen.
Zelfstandig ontwerpen van Tepex® componenten
In gezamenlijke ontwikkelingsprojecten gebruiken wij integratieve simulatie om klanten te ondersteunen bij de ontwikkeling van componenten. Het is echter ook belangrijk om onze klanten tools te bieden, waarmee zij nieuwe toepassingen in Tepex® kunnen ontwerpen als onderdeel van hun eigen CAE-werkwijze. Hiervoor geldt:
- een materiaalmodel is gevalideerd voor het commerciële programma Digimat van e-Xstream en gevuld met data. Onze klanten kunnen dit programma gebruiken in combinatie met verschillende rekenprogramma’s. Voor de Digimat-oplossing is een passende programmatoestemming/licentie vereist.
- een standaard materiaalmodel voor LS-Dyna (MAT 58) is geïdentificeerd waarmee verschillende ontwerpvraagstukken effectief kunnen worden aangepakt.
- lineaire materiaaldatasets waarmee een eenvoudige stijfheidsanalyse mogelijk is, ongeacht de gebruikte code, zijn beschikbaar gesteld voor de meeste Tepex® kwaliteiten.
Voor alle methoden is een groeiende set materiaalparameters beschikbaar. In alle gevallen is de oriëntatieverdeling vereist, die onze experts bijvoorbeeld via het one-step draping-proces kunnen berekenen en beschikbaar stellen voor een gespecificeerd rekenmodel ter opslag.
Service over de volledige ontwikkelingsketen
Ons expertteam biedt de volledige knowhow die wij bezitten op het gebied van materialen, cocomposiettechnologieën, simulatiemethoden, componenttesten, verwerking en productie. Deze expertise brengen wij in in onze samenwerkingen met klanten. Onze diensten voor Tepex® omvatten:
- Ondersteuning bij de materiaalkeuze, rekening houdend met de eisen van het component
- Levering van klantspecifieke polymeersamenstellingen voor insert-molding, hybrid molding en flow-molding
- Materiaaltesten om materiaalparameters te bepalen voor mechanische structurele analyse en componentontwerp
- Simulatie van het vormingsproces (draperen) van Tepex®
- Integratieve simulatie voor de belasting-geoptimaliseerde ontwerp van continue-vezel composietcomponenten
- Reproductie van klantproductieprocessen in onze volledig geautomatiseerde, productiekwaliteit demo-cellen voor het bepalen van procesparameters en voor kwaliteitscontrole en verbetering
- Componenttesten zoals mechanische en klimaattesten van componenten
Snijden van Tepex® composieten
Messen snijden
- Wij bieden rechthoekige mes gesneden delen of zelfs roll-to-roll lengte snedes.
Waterstraalsnijden
- Voor Hybrid Molding in massaproductie zijn contourgesneden preforms vereist. Voor deze sterk geautomatiseerde processen leveren wij op klant gespecificeerde contour snedes. Een zeer fijne waterstraal snijdt de Tepex® organo sheets bij een druk van 4000 bar. Indien nodig kan abrasief snijzand worden toegevoegd om de snijprestaties verder te verbeteren. 2D-snijlijnen worden geleverd in CAD, inclusief optimalisatie van snijsnelheid en minimalisatie van afval door slimme positionering en nesting van de delen.
- Zowel het snijzand afkomstig van abrasief snijden als alle snijresten op basis van PP en PA6 worden 100% gerecycled. Meer informatie over het recyclen van Tepex® snijafval vindt u in de sectie duurzaamheid.
- Onze waterstraalsnij-installaties zijn zodanig ontworpen dat stilstand tot een minimum wordt beperkt. Door elke machine op te delen in twee onafhankelijke werkgebieden, kan één zijde worden geprepareerd terwijl aan de andere wordt gesneden. Ook kunnen wij meerdere platen gelijktijdig stapelen en snijden. Dit vermenigvuldigt het aantal snedes per cyclus en maakt waterstraalsnijden tot een uiterst efficiënte bewerking.
Tepex® Organo Sheets - Continu Productieproces
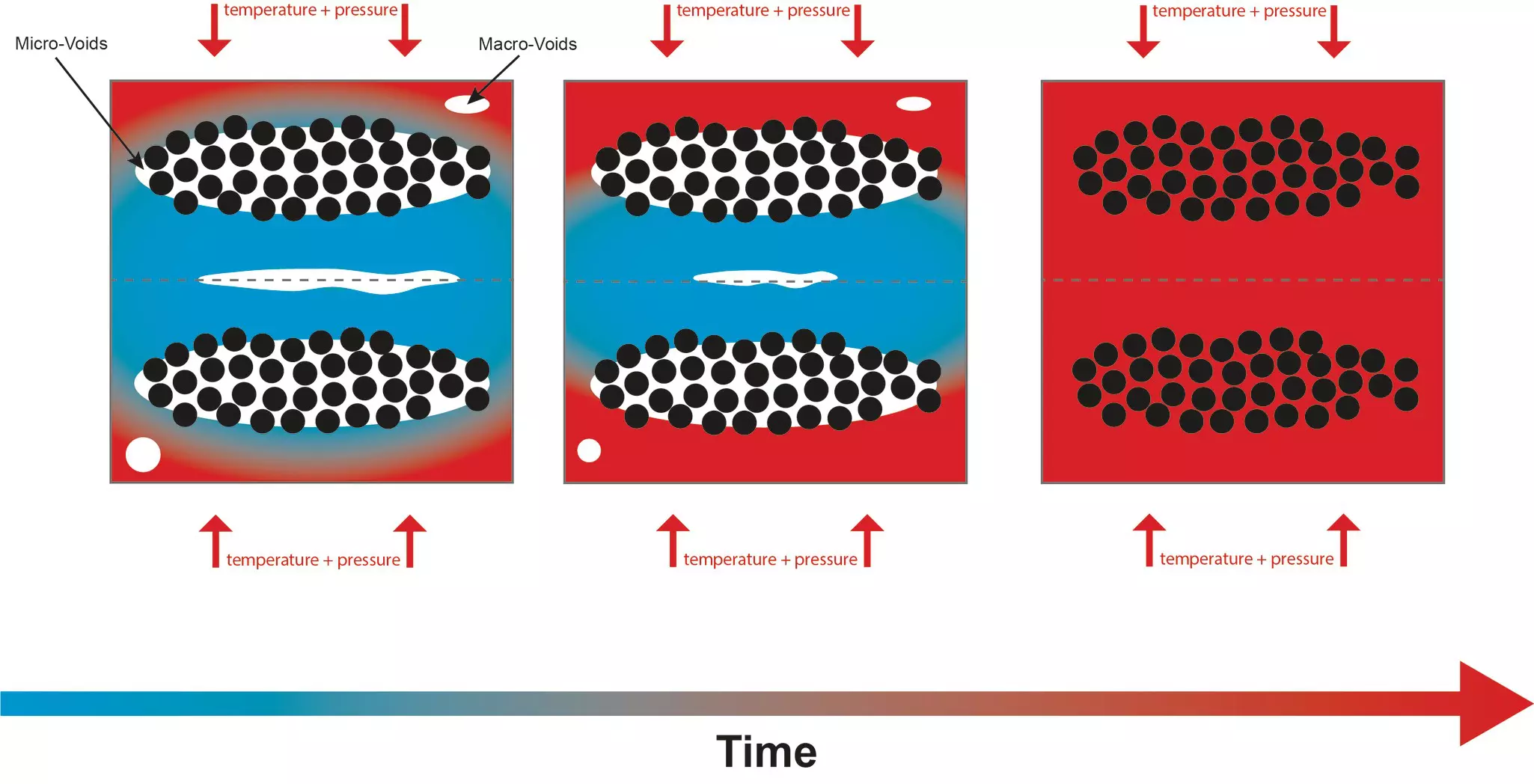
Onze Tepex® composieten worden volledig of gedeeltelijk geconsolideerd in een continu, sterk geautomatiseerd productieproces. Maar waarom is volledige consolidatie zo belangrijk?
- Bij lagere consolidatiekwaliteit (toenemend poriegehalte) nemen vrijwel alle mechanische eigenschappen significant af! Volledige consolidatie verhoogt met name de vermoeiings- en afschuifsterktelimieten exponentieel.
- Wat betreft kwaliteit stelt een goed gedefinieerde volledige consolidatie klanten in staat om een eenvoudige en betrouwbare ontvangstcontrole uit te voeren. De specifieke eigenschappen van het halffabricaat zijn gelijk aan die van het eindproduct.
Hoe bereik je volledige consolidatie?
- Voor volledige impregnatie en consolidatie van een vezelstructuur met een viskeuze thermoplastsmelt moet gedurende een bepaalde tijd een bepaald drukniveau worden toegepast. Deze tijd kan gemakkelijk enkele minuten bedragen wanneer de consolidatie van een slechts gedeeltelijk geconsolideerd halffabricaat in een verwarmde matrijs plaatsvindt. Onze aanpak hiervoor: wij leveren volledig geïmpregneerde platen waarmee de cyclustijd voor de productie van onderdelen aanzienlijk wordt verkort!
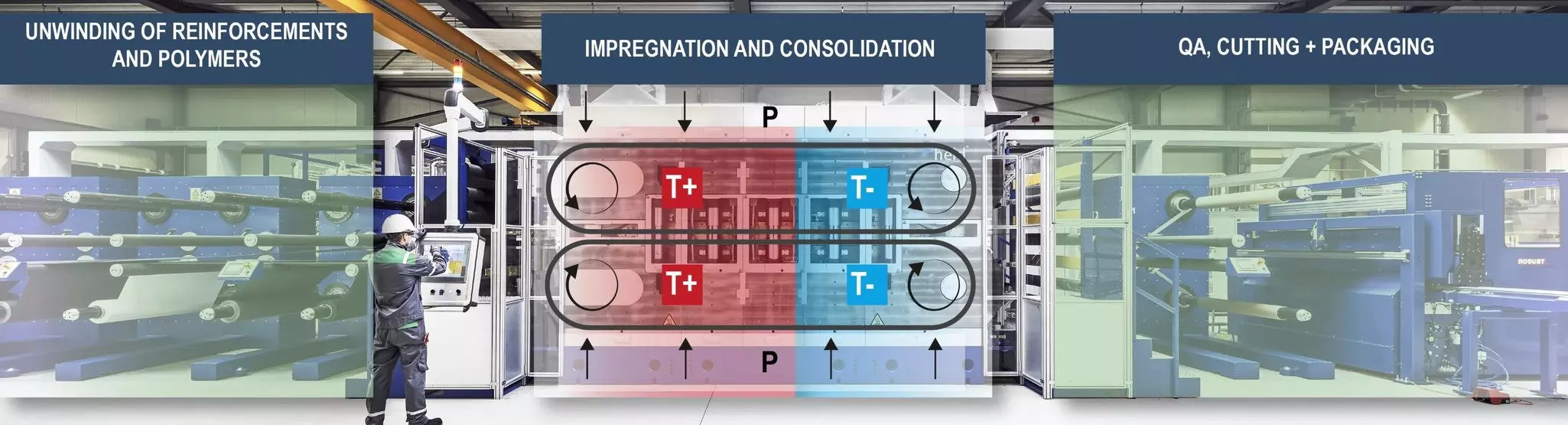
Tepex® Productietechnologie voor maximale kwaliteit en efficiency
- Bij Bond-Laminates gebruiken wij dubbelbandpersen om onze organo sheets in volledig continue processen te produceren. Hiervoor worden de kunststoffen en textielen, meestal weefsels, vanaf de rol in de pers gevoerd. In de eerste sectie van de machine wordt het polymeer onder druk gesmolten door contact met de verwarmde staalband van de dubbelbandpers.
- In de tweede sectie zorgt isobare drukverdeling ervoor dat de kunststofsmelt in de textielstructuur vloeit. De lengte van de smeltzone geeft het materiaal voldoende tijd om te waarborgen dat elke afzonderlijke filament met kunststof wordt omhuld.
- De derde zone van de dubbelbandpers is voornamelijk verantwoordelijk voor de uiteindelijke kwaliteit van de organo sheet: hier wordt de corresponderende dikte gekalibreerd door het materiaal onder aanhoudende druk te koelen totdat het weer een vaste vorm aanneemt. Na het verlaten van de dubbelbandpers vindt een automatische kantenafsnijding plaats en kunnen projectspecifieke plaatafmetingen worden gesneden.
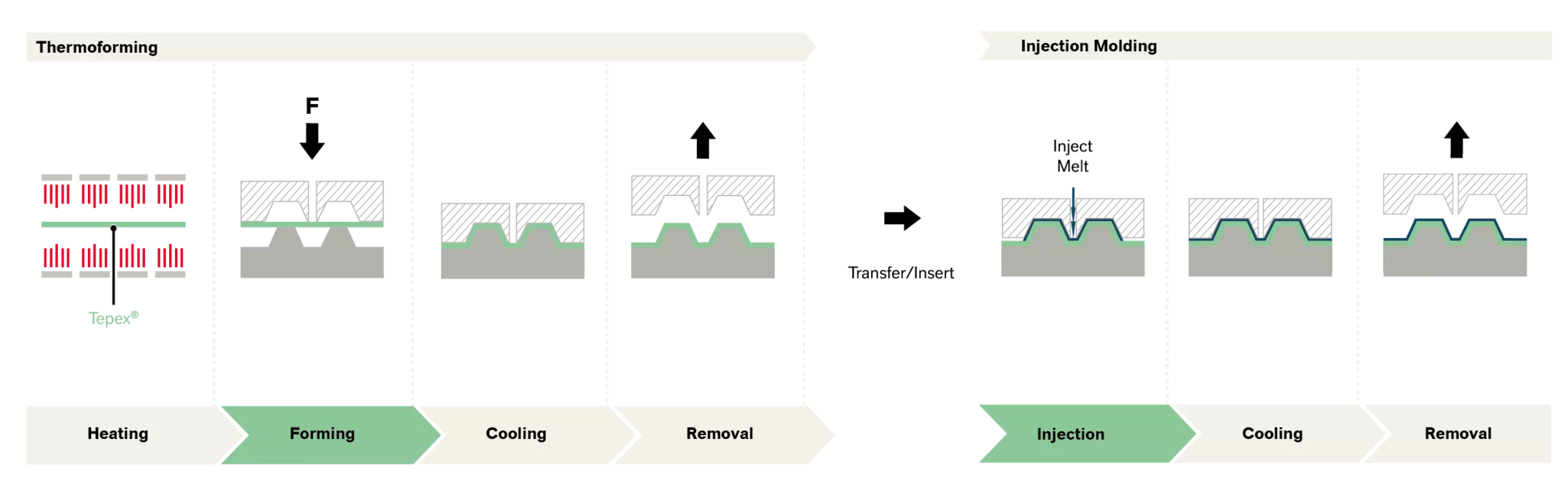
Insert molding van Tepex® Dynalite
Voor het verkrijgen van een gevormd en nabewerkte component kunnen Tepex®-inserts eerst thermovormend worden bewerkt en vervolgens in een aparte stap worden nabewerkt of overgespoten. In de tweede stap moet de preform opnieuw worden verwarmd.
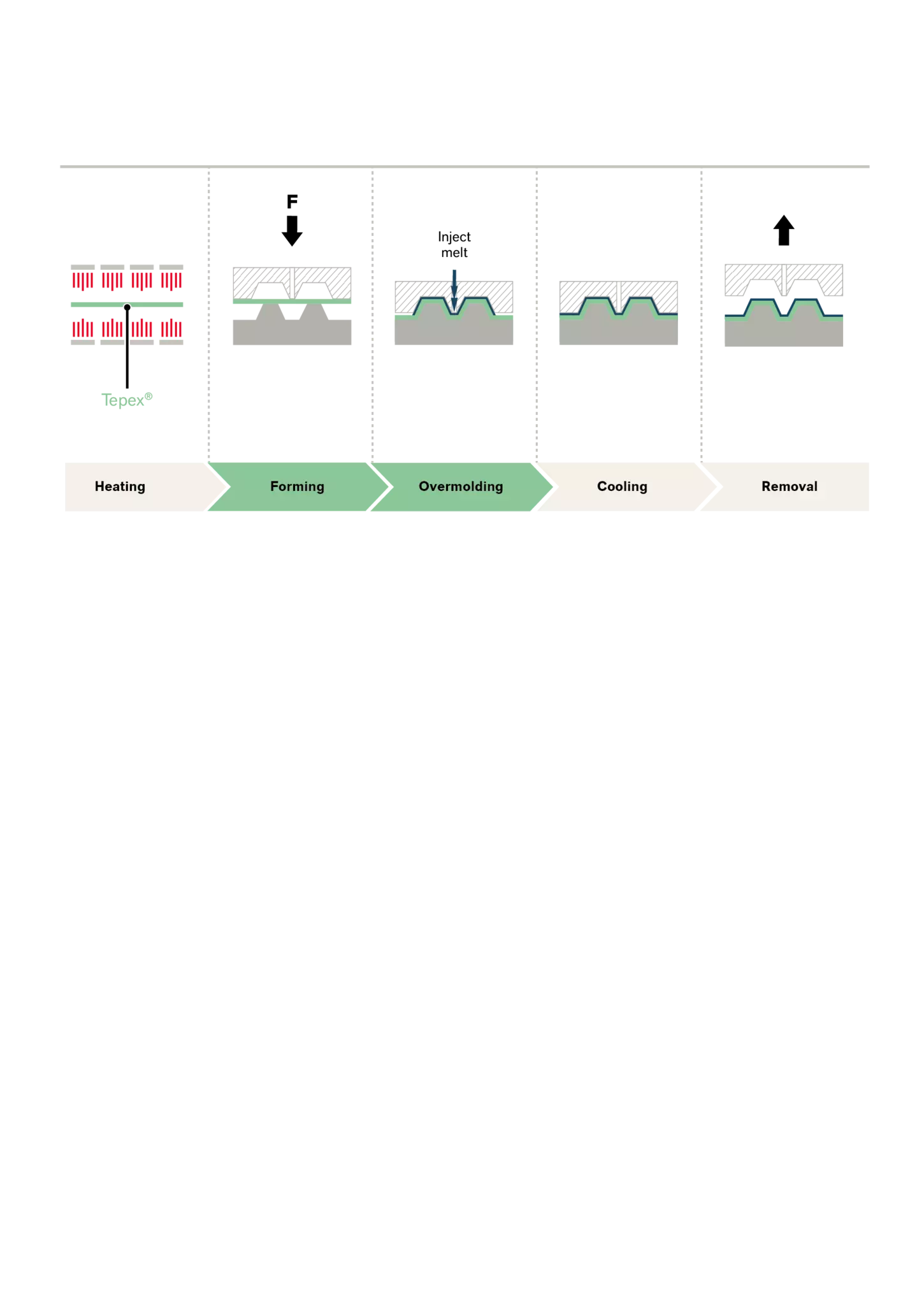
Hybride molding van Tepex® Dynalite
Hybride molding biedt een economisch alternatief voor het twee-staps proces. Het organische plaatmateriaal wordt in de spuitgietmatrijs tegelijk gevormd en geïnjecteerd. Voor de productie van gevormde delen in één stap worden semifabricaten van composietplaten als blanks aangeboden die de eindcontour benaderen. Met deze methode zijn zeer korte cyclustijden (<60 sec.) haalbaar.
Compressie molding van Tepex® Flowcore
Complexe componentgeometrieën met verschillende wanddiktes zijn bijzonder geschikt voor flow molding. Door de wapening met eindige vezellengtes is Tepex® flowcore geschikt voor flow molding. Hierdoor kunnen ribben en functionele structuurelementen worden gevormd. Daarnaast kenmerkt flow molding zich door een zeer hoge reproduceerbaarheid en korte cyclustijden.
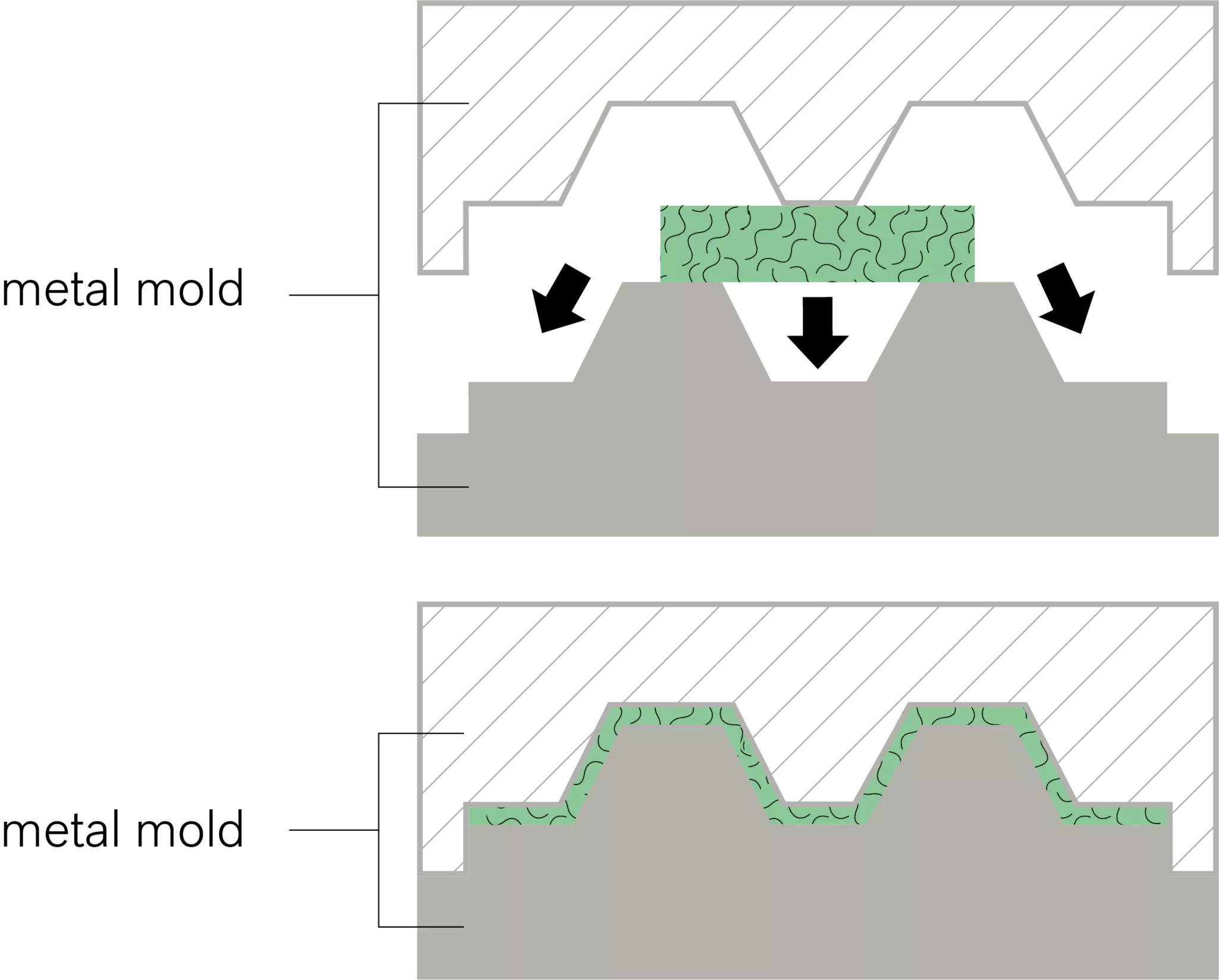
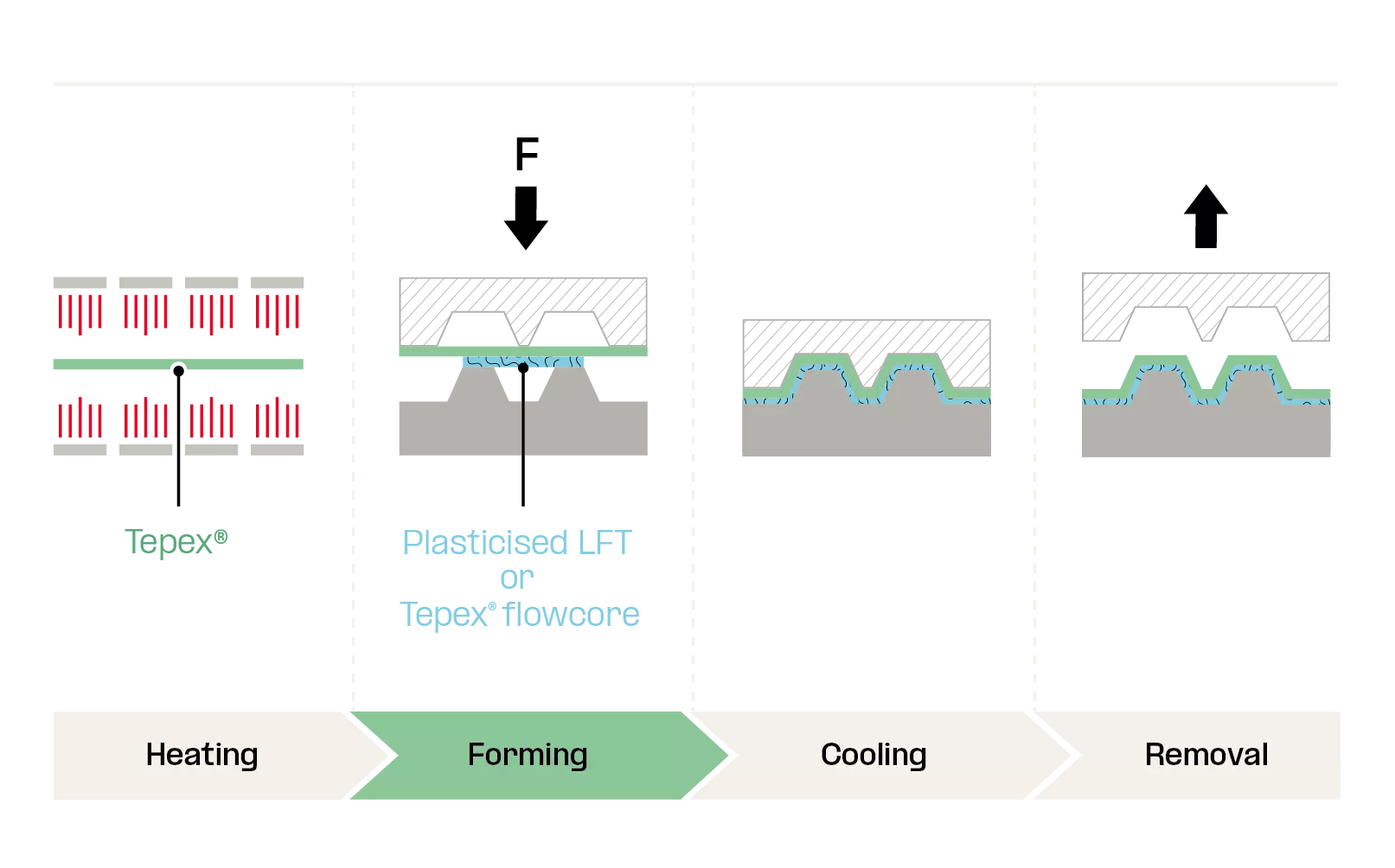
Hybride molding van Tepex®
Door compressie molding van LFT of Tepex® flowcore te combineren met voorverwarmde composietplaten, wordt de productie van grote, extreem sterke en vormvaste componenten mogelijk gemaakt. Een belangrijk kenmerk van op deze wijze geproduceerde componenten is hun extreem hoge slagvastheid.
Meer informatie
Lees meer over de verwerkings- en technische mogelijkheden van onze materiaal door de onderstaande verwerkingsrichtlijnenbrochure te downloaden.
Lichtere constructie voor meer duurzame toepassingen
Voor ons betekent duurzaamheid meer dan alleen gerecyclede of biogebaseerde grondstoffen, en ook meer dan het identificeren van recyclingopties voor onze eigen materialen. Wij streven ernaar om deze complexe uitdaging, met name voor de kunststofindustrie, integraal te benaderen.
De weg naar een duurzamere toekomst is in grote mate gebaseerd op het bewust en efficiënt gebruik van hulpbronnen en energie. Lichtgewicht constructie is een zeer effectieve methode om materiaal te besparen en daarmee het energieverbruik voor beweging of versnelling te verlagen.
Meer dan 20 jaar geleden begonnen de ontwikkelaars van Tepex® organo sheets met de missie om uitstekende mechanische eigenschappen te combineren met een lage dichtheid in één materiaal. Het resultaat was een veelzijdige familie van materialen die afgestemd kan worden op een breed scala aan eisen, waarbij het leidende principe van lichtgewicht constructie steeds centraal staat.
Mechanische recycling van Tepex®
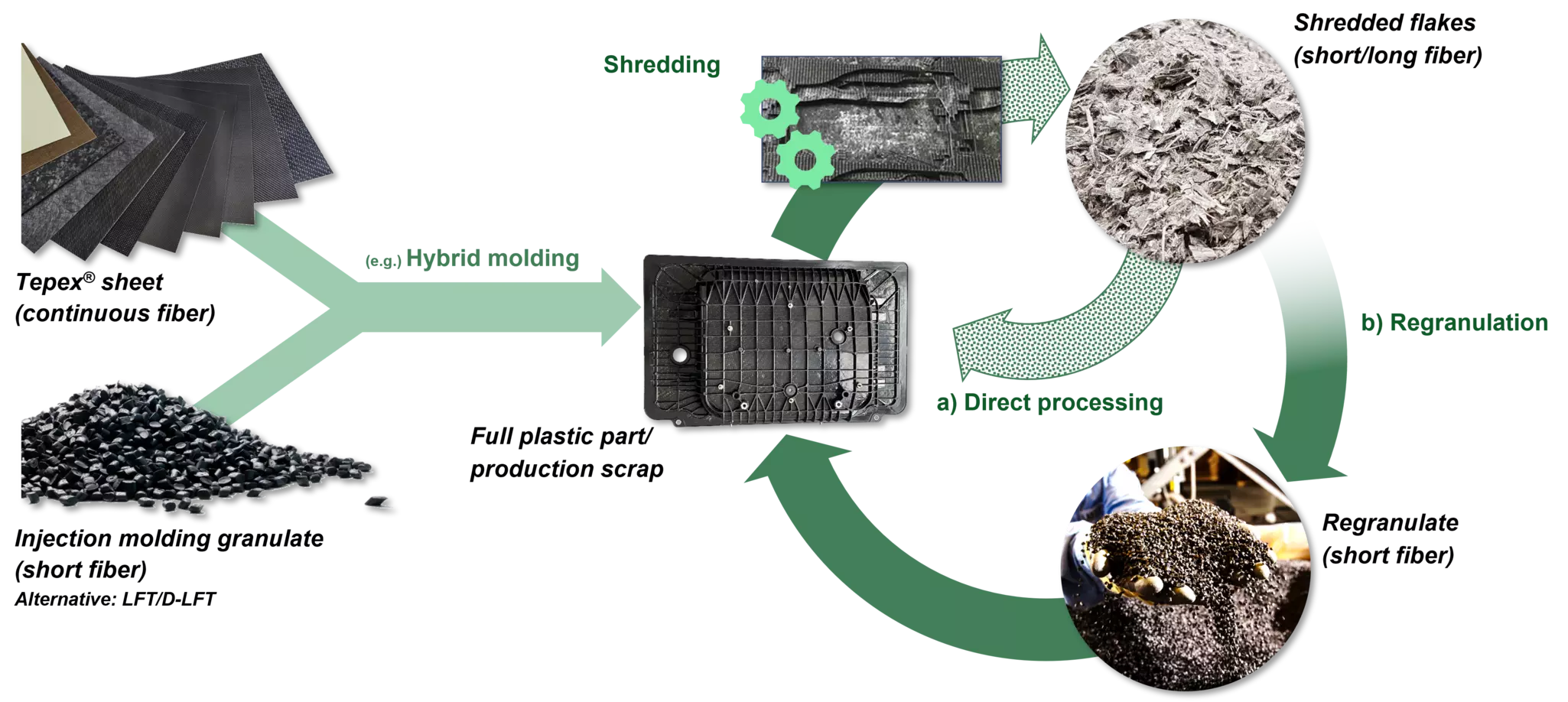
Thermoplastische matrixmaterialen zoals Tepex® organo sheets bieden veel voordelen, zowel tijdens de verwerking als bij de recycling aan het einde van de levensduur.
Er bestaat reeds een praktisch recyclingconcept voor industrieel afval, met name stansresten uit de verwerking van Tepex®, waarbij het afval wordt vermalen en vervolgens wordt gebruikt voor het overmolden van halfafgewerkte platen of kan worden ingezet voor conventioneel spuitgieten. Tegenwoordig wordt dit proces al toegepast op postindustrieel afval van PP- en PA-GF-composieten. Vezels en matrix blijven gescheiden. Het proces is zowel economisch als ecologisch onderzocht en geëvalueerd voor PP-GF-composieten in het kader van hetReproOrgano -project.
Hernieuwbare grondstoffen
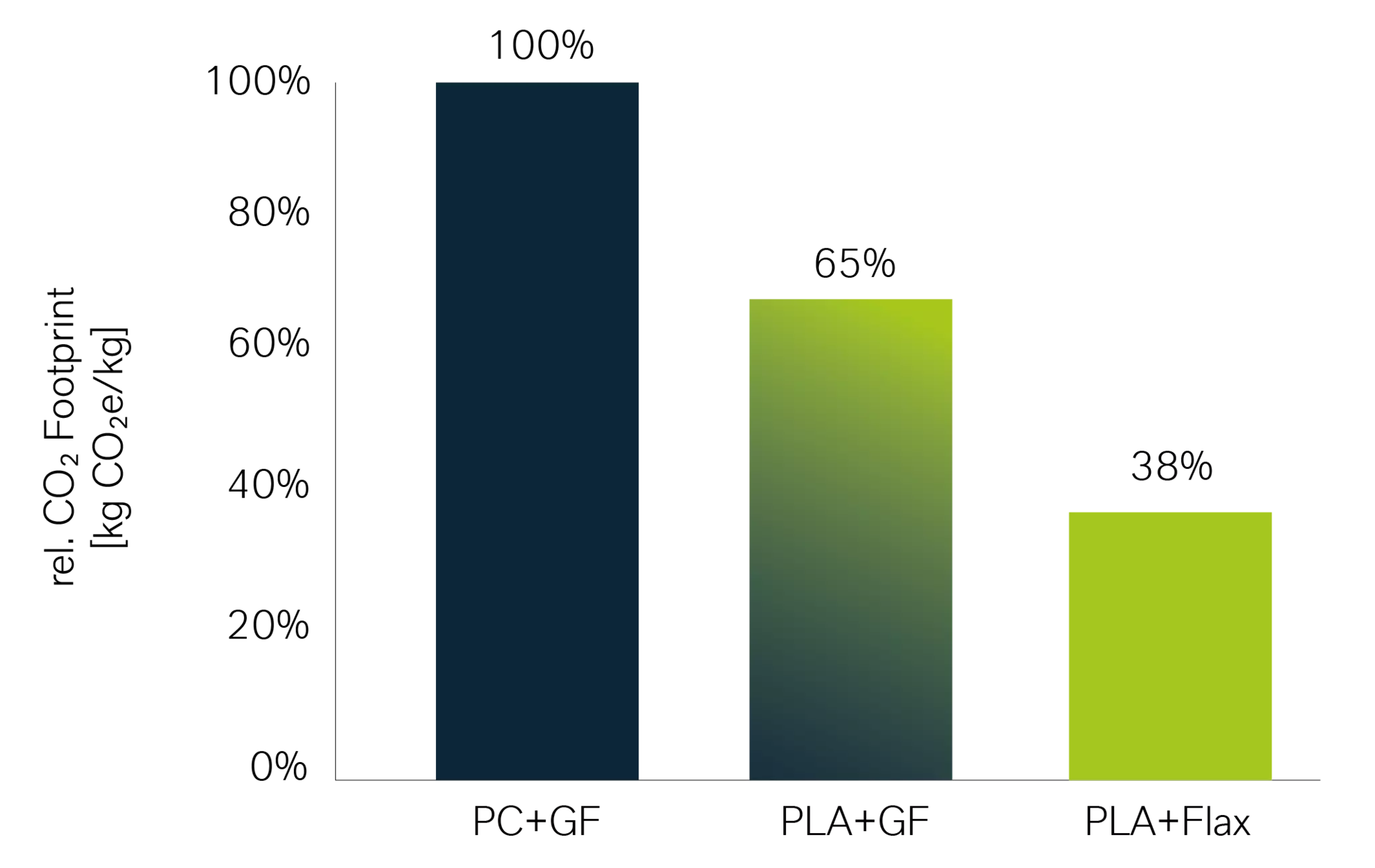
Naast circulaire recyclingprocessen en verhoogde energie-efficiëntie, bieden hernieuwbare grondstoffen een aantrekkelijke mogelijkheid om broeikasgasemissies te verminderen, doordat zij tijdens hun productie kooldioxide binden.
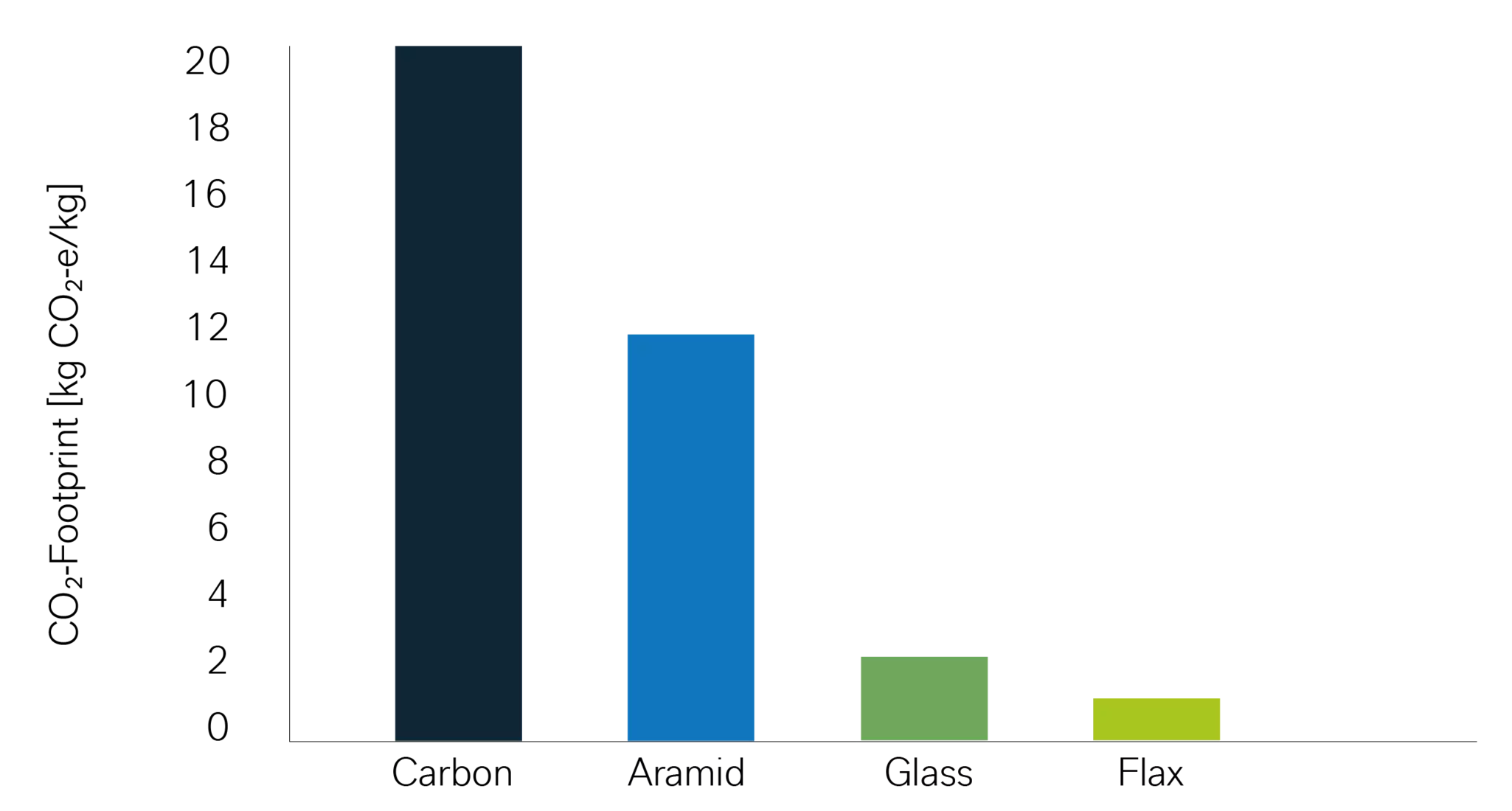
Het combineren van een hernieuwbare vezel zoals vlas met een eveneens hernieuwbare matrix zoals polylactide (PLA) realiseert de grootst mogelijke reductie van de CO2-voetafdruk, tot circa een derde van een conventioneel PC/GF-systeem.
Energie-efficiëntie tijdens verwerking
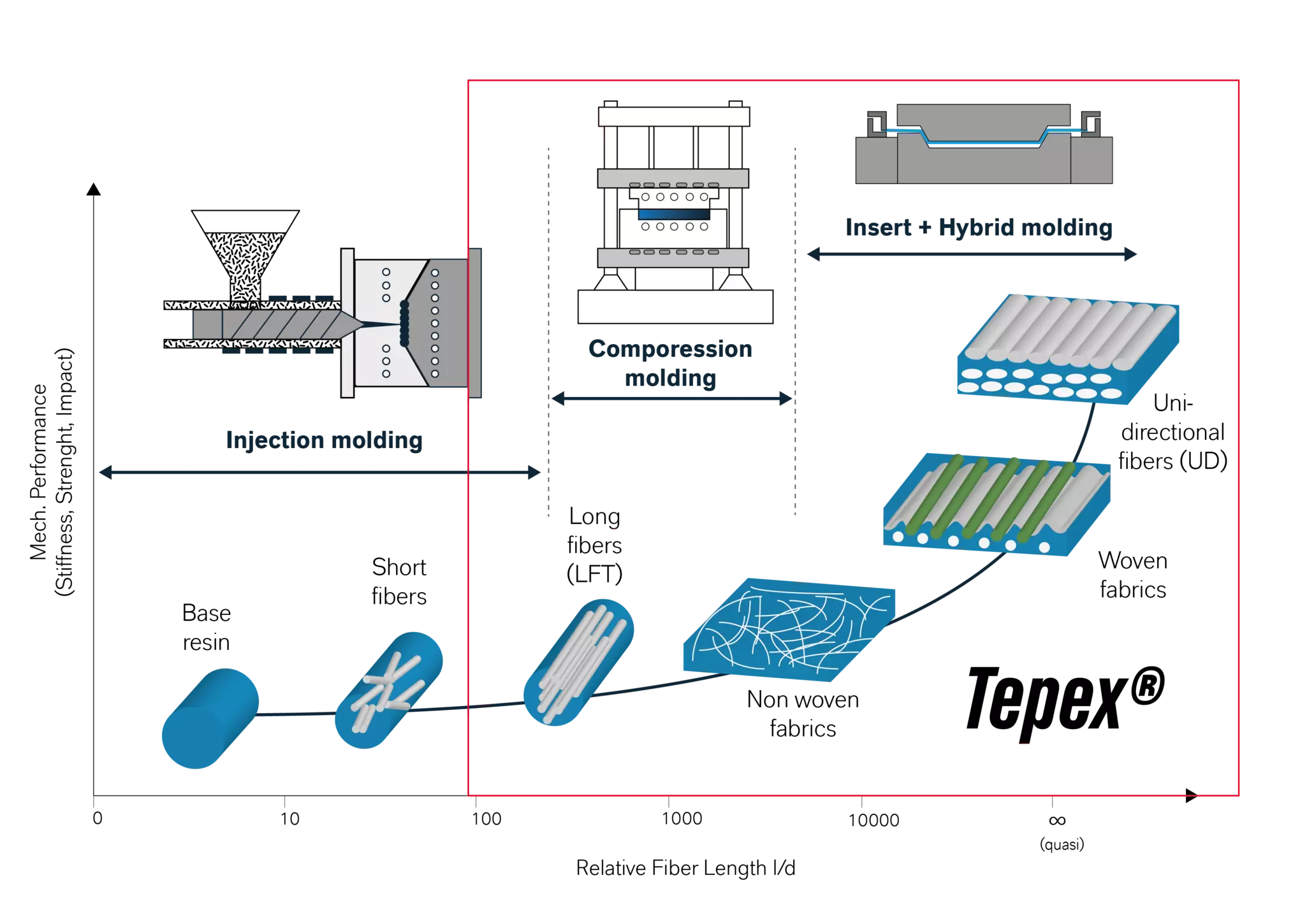
Er bestaat een breed scala aan mogelijkheden voor de verwerking van Tepex® organo sheets, afhankelijk van het type vezelversterking,De materiaaldikte, vezellengte en de complexiteit of specifieke eisen van het onderdeel. Op maat gemaakte verwerkingsmethoden bieden in elk geval maximale betrouwbaarheid, procesefficiëntie en energie-efficiëntie.
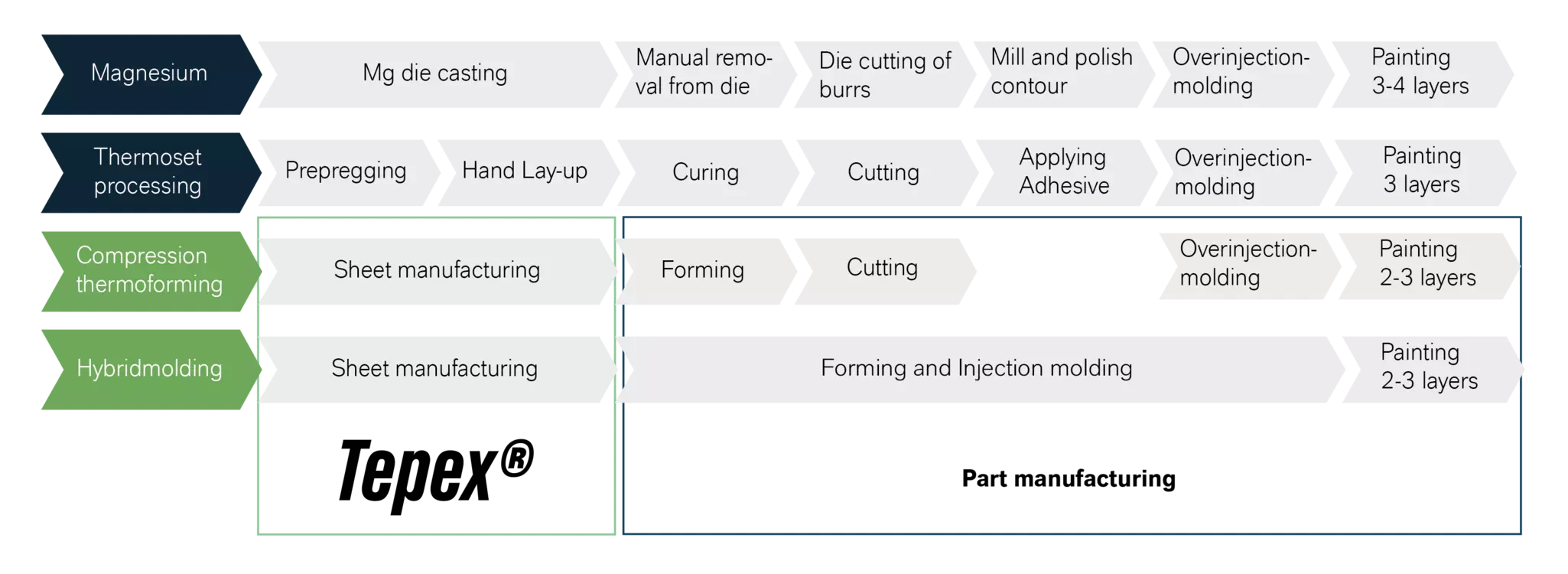
Een vergelijking van verschillende verwerkingsmethoden voor een lichtmetaal en composietmaterialen op basis van thermoharder en thermoplast maakt duidelijk dat een hogere mate van integratie, zoals mogelijk met Tepex®, gepaard gaat met aanzienlijke procesvereenvoudiging. Het risico op contaminatie tussen afzonderlijke processtappen wordt daardoor dienovereenkomstig gereduceerd, zeker wanneer nabehandelingen zoals slijpen of polijsten worden geëlimineerd.
Dit is bijvoorbeeld van belang voor complex gelakte behuizingsonderdelen van computers of mobiele telefoons. Minder processtappen betekenen minder productie-inspanning voor machines en apparatuur, en tevens een betere energiebalans, omdat herhaaldelijk koelen en verhitten kan worden voorkomen.
Operation clean sweep
Microplastics zijn inmiddels wereldwijd aantoonbaar in het milieu aanwezig. Er wordt geschat dat er nu al meer microplastics in de oceanen zijn dan plankton. In de woestijn, het poolgebied, op de Mount Everest, in landbouwgrond en in de lucht - overal zijn aanzienlijke hoeveelheden microplastics aangetroffen. Kunststofdeeltjes zijn ook aangetroffen in ons voedsel, zoals vis, zeevruchten, zout en honing.
Ieder van ons draagt hiervoor verantwoordelijkheid. Een groot deel van de microplastics in het milieu ontstaat door bandenslijtage en het wassen van kleding gemaakt van synthetische vezels.
De kunststofverwerkende industrie is zich echter ook bewust van haar verantwoordelijkheid. Plastics Europe – de branchevereniging van kunststofproducenten, waarvan meer dan 100 lidbedrijven uit 27 lidstaten meer dan 90% van de Europese kunststoffen produceren – heeft zich aangesloten bij OperationCleanSweep(OCS). Dit is een wereldwijde campagne om milieubelasting door kunststofkorrels uit de productie te voorkomen.
OCS is een certificering die wij kunnen behalen naast ons bestaande milieumanagementcertificaat, indien wij voldoen aan de eisen. Eerst moeten we ons officieel committeren aan het programma en haar vereisten. Daarna begint het werk: we moeten kritisch naar onszelf kijken, nagaan waar in ons productieproces fijnkorrelige kunststof (granulaat/poeder) in het milieu terecht zou kunnen komen, en mechanismen ontwikkelen om dit te voorkomen.
Envalior streeft ernaar dat al haar Europese productielocaties eind 2025 de OCS-audits hebben doorlopen.
Operation clean sweep
Microplastics zijn inmiddels wereldwijd aantoonbaar in het milieu aanwezig. Er wordt geschat dat er nu al meer microplastics in de oceanen zijn dan plankton. In de woestijn, het poolgebied, op de Mount Everest, in landbouwgrond en in de lucht - overal zijn aanzienlijke hoeveelheden microplastics aangetroffen. Kunststofdeeltjes zijn ook aangetroffen in ons voedsel, zoals vis, zeevruchten, zout en honing.
Ieder van ons draagt hiervoor verantwoordelijkheid. Een groot deel van de microplastics in het milieu ontstaat door bandenslijtage en het wassen van kleding gemaakt van synthetische vezels.
Echter, de pDe kunststofverwerkende industrie is zich ook bewust van haar verantwoordelijkheid. Plastics Europe – de branchevereniging van kunststofproducenten, waarvan meer dan 100 lidbedrijven uit 27 lidstaten meer dan 90% van de Europese kunststoffen produceren – heeft zich aangesloten bij Operation CleanSweep (OCS). Dit is een wereldwijde campagne om milieubelasting door kunststofgranulaat uit de productie te voorkomen.
OCS is een certificering die wij aanvullend op ons bestaande milieumanagementcertificaat kunnen behalen indien wij voldoen aan de gestelde eisen. Eerst moeten wij ons officieel committeren aan het programma en de daarbij horende vereisten. Vervolgens begint het werk: wij moeten kritisch ons eigen proces analyseren, nagaan waar fijn kunststofmateriaal (granulaat/poeder) mogelijk in het milieu terecht zou kunnen komen binnen het productieproces, en mechanismen vinden om dit te voorkomen.
Envalior streeft ernaar dat haar Europese productielocaties voor eind 2025 de OCS-audits succesvol hebben doorlopen.
Tepex Brochures Downloaden
Leer meer over Tepex - Thermoplastische Composieten en ons bedrijf door onze brochure te downloaden.
Tepex Verwerkingsrichtlijnen Downloaden
Ontdek meer over de verwerking en technische mogelijkheden van ons materiaal door onze brochure met verwerkingsrichtlijnen te downloaden.
Toepassingen & Industrieën

Tepex® voor Automotive

Tepex® voor Consumentenelektronica

Tepex® voor Industriële toepassingen
