

Lossingshoek
Oppervlakken van onderdelen die parallel lopen aan de lostrek-richting van de matrijs dienen te worden getapet om de lossing van het onderdeel na het spuitgieten te vergemakkelijken.
Lossingshoek
Functie
Aangezien thermoplasten krimpen tijdens afkoeling, klemmen ze zich vast aan kernen of mannelijke vormen in de matrijs. Dit bemoeilijkt het uitwerpen en kan resulteren in krassporen op het onderdeel. Om de lossing te vergemakkelijken, moeten oppervlakken van het onderdeel die parallel aan de lostrek-richting van het gereedschap lopen, van een tape of lossingshoek voorzien worden. Deze lossingshoek zorgt ervoor dat het onderdeel loskomt doordat er speling ontstaat zodra de matrijs begint te openen. De benodigde lossingshoek is afhankelijk van verschillende factoren:
- Materiaal-krimp – Sommige materialen krimpen meer dan andere. In het algemeen geldt: hoe groter de krimp, hoe groter de benodigde lossingshoek om lossingsproblemen te voorkomen.
- Hoogte en vorm van wand of detail – Een lage, enkelvoudige rechte rib zonder voldoende lossingshoek geeft minder problemen dan een hoge cilindrische wand.
- Oppervlakteafwerking – Een gepolijst oppervlak vereist een kleinere lossingshoek dan een gestructureerd oppervlak.
- Esthetische eisen – Krassporen zijn mogelijk minder een probleem bij een technisch onderdeel dat "verborgen" zit in een assemblage, terwijl ze bij een zichtdeel volledig onacceptabel kunnen zijn.
Maatvoering van de lossingshoek
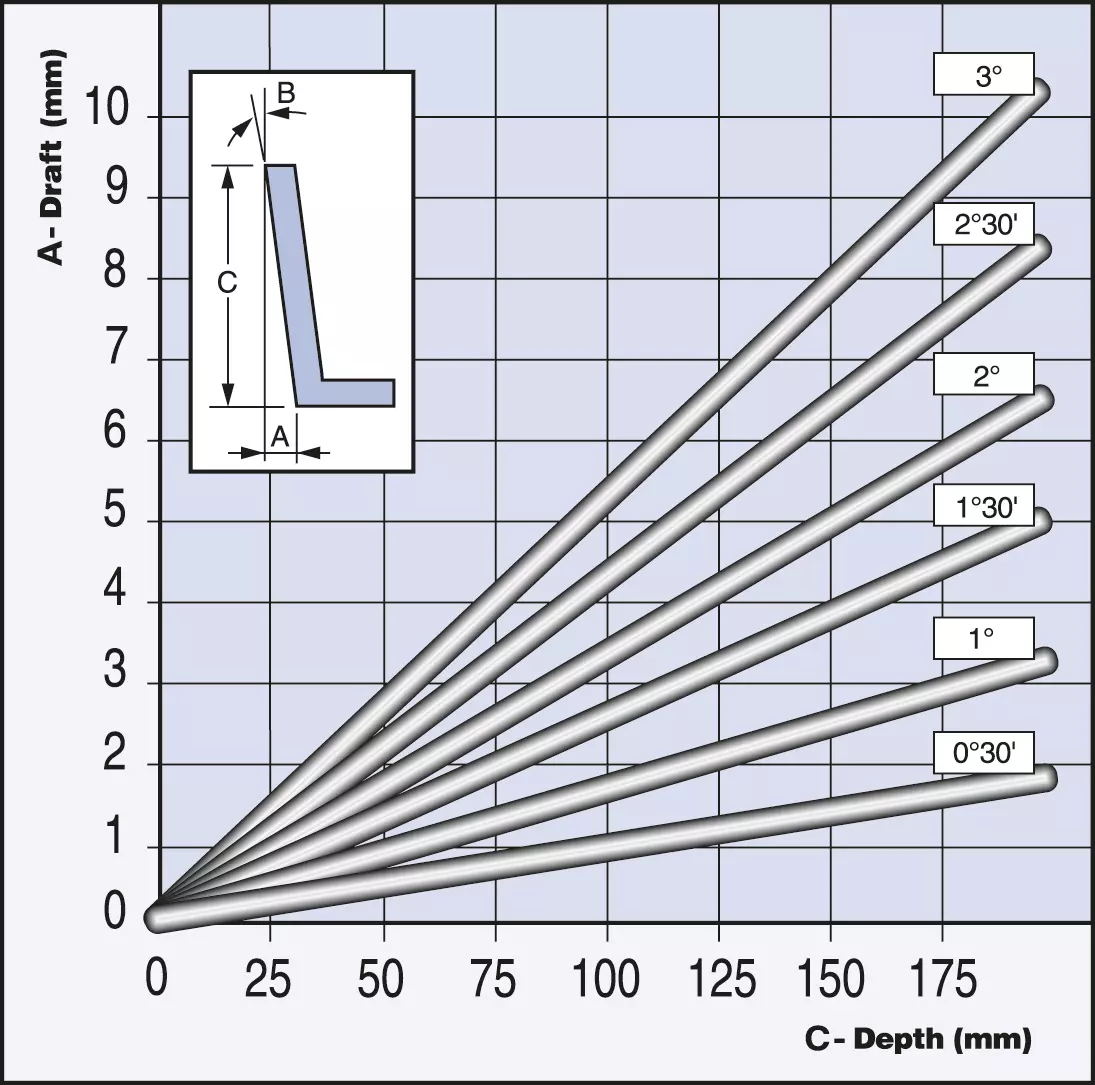
Rekening houdend met bovenstaande factoren geldt de volgende richtlijn voor lossingshoek-maatvoering (zie Figuur 1):
- Gewoonlijk wordt één tot drie graden lossingshoek aanbevolen.
- Voor gladde oppervlakken wordt doorgaans minimaal 0,5 graad lossingshoek per zijde aanbevolen.
- Voor getextureerde zijwanden wordt een extra 0,4 graad lossingshoek per 0,1 mm textuurdiepte aanbevolen.
Lossingshoek voor shut-off
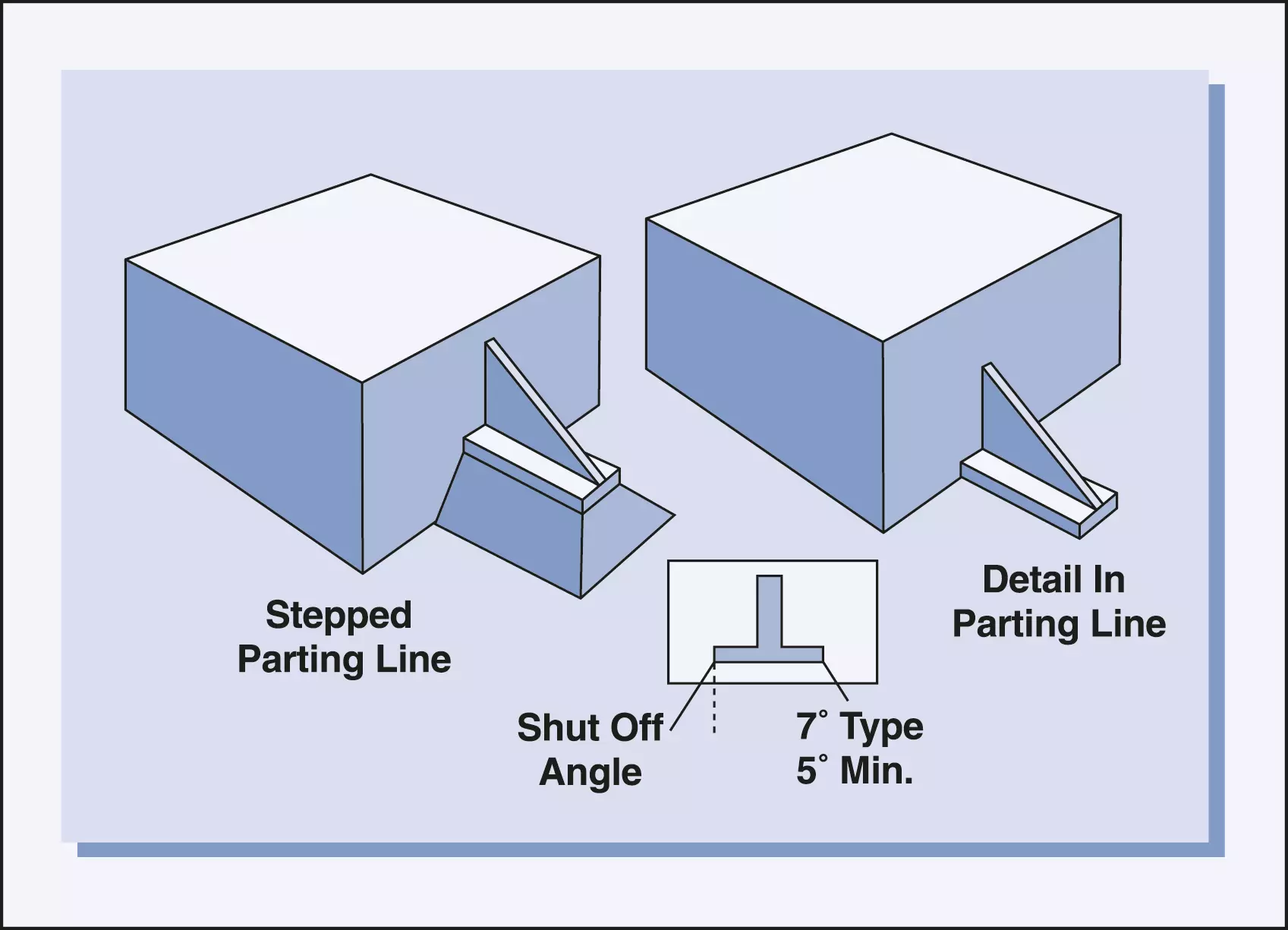
De meest eenvoudige matrijsconstructie ontstaat wanneer het deelvlak van de matrijshelften een vlak is dat loodrecht op de lostrek-richting staat (zie Figuur 2). Deze configuratie biedt tevens de meest eenvoudige manier om te waarborgen dat er geen opening tussen de matrijshelften zit wanneer deze gesloten zijn. Immers, de sluitkracht van de spuitgietmachine werkt loodrecht op het deelvlak. Het is echter niet altijd mogelijk oof zelfs voordelig zijn om het scheidingsvlak vlak te houden.
Bij een dergelijke getrapte parting line springt de scheidingslijn van het ene niveau naar het andere. Het oppervlak dat nodig is om deze niveaus te overbruggen wordt een shut-off genoemd, omdat dit het gebied is waar de matrijshelften tegen elkaar sluiten. De shut-off mag nooit exact parallel lopen aan de lostrekkingsrichting. Dit veroorzaakt wrijving, wat na verloop van tijd tot slijtage van het gereedschap leidt. In het ergste geval kan een verkeerde uitlijning tijdens het sluiten van de matrijs aanzienlijke schade veroorzaken. Er moet daarom een lossingshoek worden toegepast om een correcte shut-off te garanderen.
Breng op getrapte scheidingsvlakken een lossingshoek van zeven graden of meer aan. Vijf graden moet als minimum worden beschouwd.