
Gaten
Een gat in een onderdeel kan vele functies hebben, waaronder fungeren als bevestigingspunt, doorgang bieden aan andere onderdelen en het verlagen van het gewicht van een onderdeel.
Vorm van het gat
De meest praktische gatvorm is een cirkelvormig gat. De benodigde core pin is een standaardonderdeel dat in veel verschillende maten en materialen beschikbaar is. Het gebruik van core pins biedt ook flexibiliteit; het vervangen van een core pin door een iets grotere of kleinere vereist vaak slechts minimale aanpassingen aan het gereedschap.
Natuurlijk kunnen gaten niet altijd rond zijn, en dat hoeft ook niet. Gaten met verschillende vormen kunnen worden gemaakt met behulp van custom cores.
Richting van het gat
Vanuit het oogpunt van gereedschapsproductie is het het eenvoudigst om een gat te maken met een hartlijn die evenwijdig loopt aan de lossingsrichting van het gereedschap. De eenvoudige constructie van een statische core maakt deze robuust, onderhoudsarm en relatief goedkoop.
Gaten met een as die niet evenwijdig loopt aan de lossingsrichting van de matrijs worden meestal gemaakt met behulp van uitschuifbare pennen of splitgereedschappen. Core pins dienen gepolijst te zijn in de lossingsrichting (draw polished) en een lossingshoek te hebben om de uitwerping te vergemakkelijken. In sommige gevallen kunnen uitschuifbare cores worden vermeden: als het onderdeelontwerp een extreme coniciteit in de wand toelaat, kan een gat loodrecht op de lossingsrichting worden gevormd door de hoofd-statische core.
Gatdiepte
Een gat kan een doorlopend gat (through hole of 'thru-hole') of een blind gat zijn. Een doorlopend gat loopt volledig door een wand van het onderdeel heen. Met andere woorden, er is aan beide zijden een opening. Een blind gat daarentegen heeft een specifieke diepte en komt niet uit aan de andere zijde van het werkstuk.
Of het gat volledig doorloopt of niet, maakt een groot verschil vanuit productieoogpunt. Indien dit het geval is, kan de core aan beide uiteinden worden ondersteund. Hoe langer en/of dunner een core is, des te belangrijker dit wordt. Een core die aan beide zijden wordt ondersteund, is minder gevoelig voor buigen of zelfs breken tijdens het spuitgieten.
Wanneer gesmolten materiaal tijdens het spuitgieten rond een core pin stroomt, ontstaat aan de tegenovergestelde zijde van waar het materiaal eerst de core bereikt een laslijn (weldline). Indien laslijnen niet toelaatbaar zijn vanwege sterkte- of esthetische eisen, kunnen gaten deels gecored worden om nabewerking door bijvoorbeeld boren na het spuitgietproces mogelijk te maken.
Aanbevelingen voor maatvoering van gaten
Zoals hierboven vermeld, worden de lengte van de core pin en dus de diepte van het gat beperkt door het vermogen van de core pin om de door de smelt tijdens de injectiefase opgelegde doorbuiging te weerstaan. Doorlopende gaten kunnen dieper zijn dan blinde gaten omdat hun core aan beide zijden van de matrijsholte ondersteund kan worden. Hieronder enkele algemene richtlijnen voor de maatvoering van gaten:
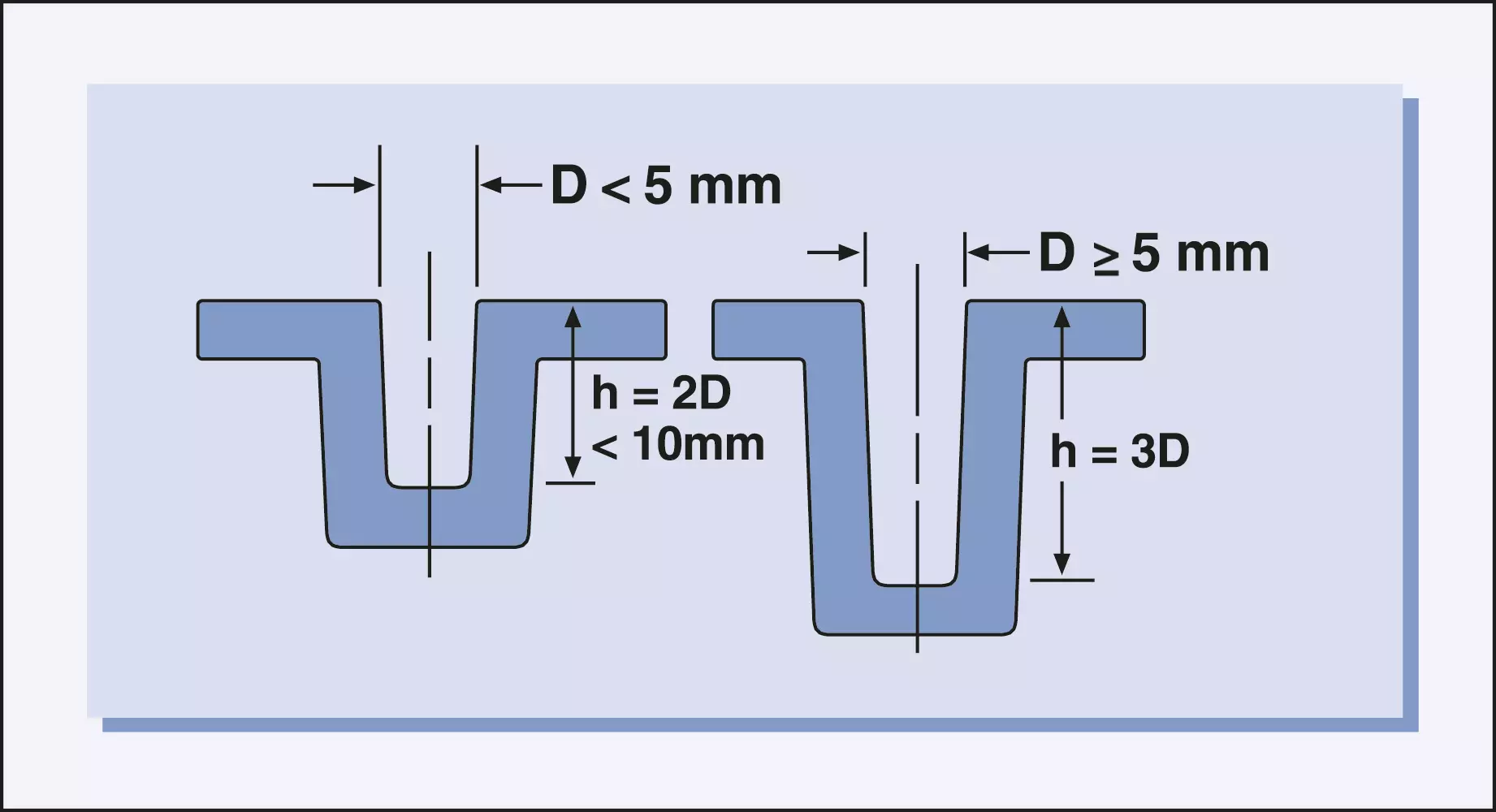
- De diepte van een blind gat mag niet meer dan drie keer de gatdiameter bedragen (zie Figuur 1).
- Voor kleinere gaten, met een diameter kleiner dan 5 mm, is de diepte-diameterverhouding 2.
Aanbevelingen voor het ontwerp van blinde gaten
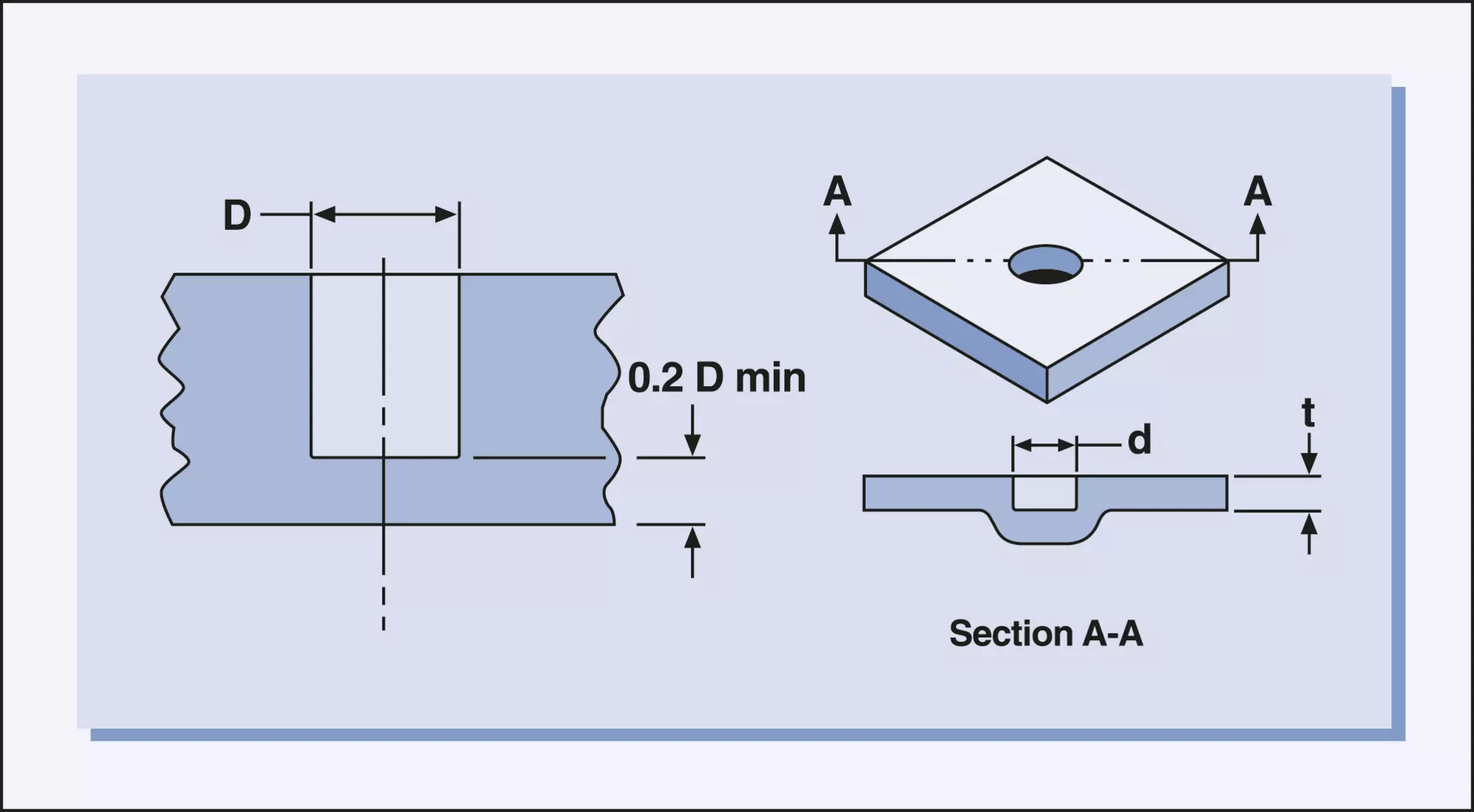
Voor blindgaten moet de dikte van de bodem groter zijn dan 20% van de gatdiameter om oppervlaktegebreken aan de tegenoverliggende zijde te voorkomen. Hoe gelijkmatiger de wanddikte blijft, des te beter (zie Figuur 2).
Doorlopende kernen
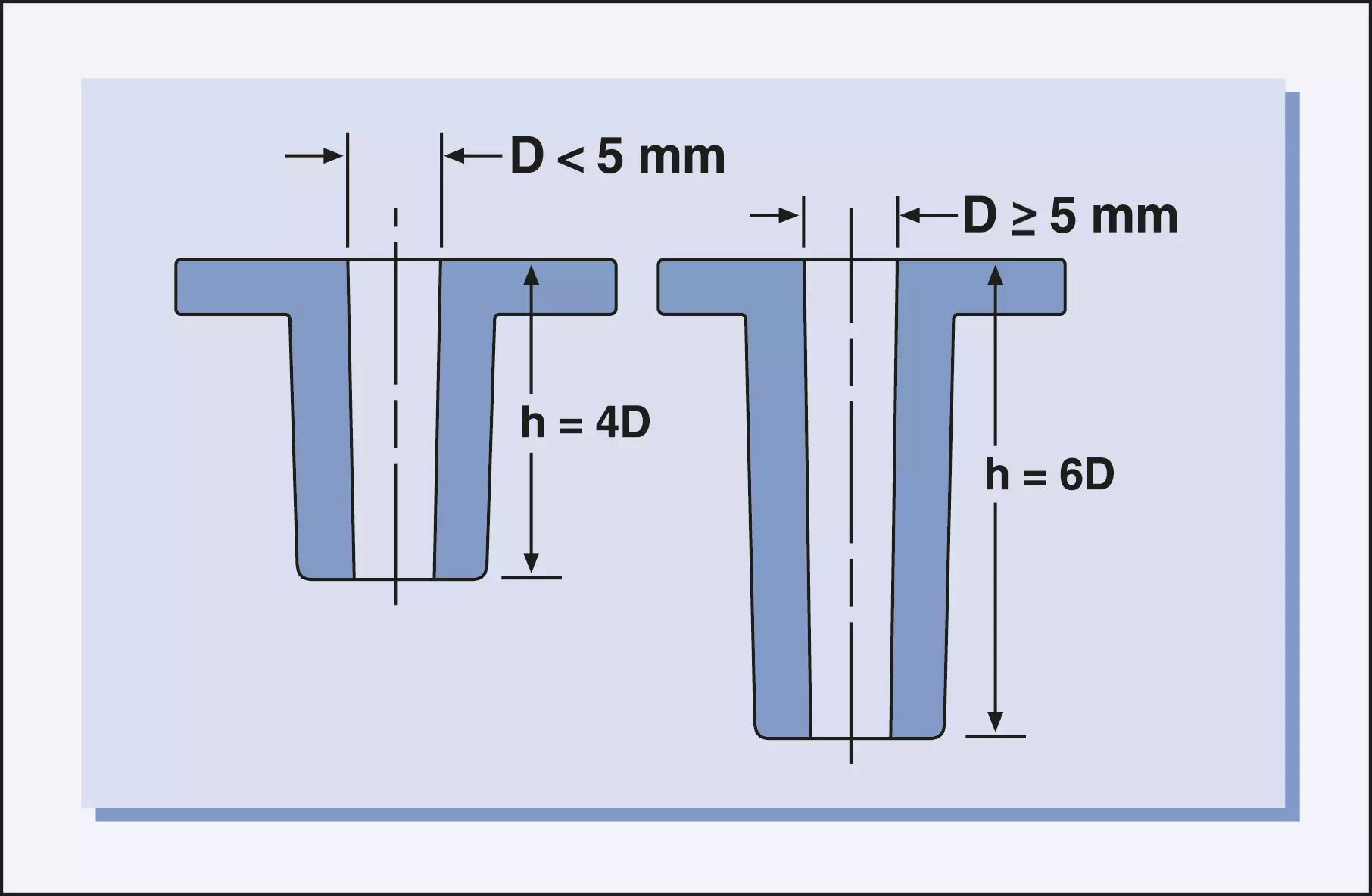
Voor doorlopende gaten kan de lengte van een bepaalde kernmaat twee keer zo groot zijn als bij een blindgat (zie Figuur 3).
In gevallen waar nog langere kernen nodig zijn, is zorgvuldige gereedschapsontwerp essentieel om een gelijkmatige drukverdeling op de kern tijdens het vullen te waarborgen en doorbuiging te beperken.
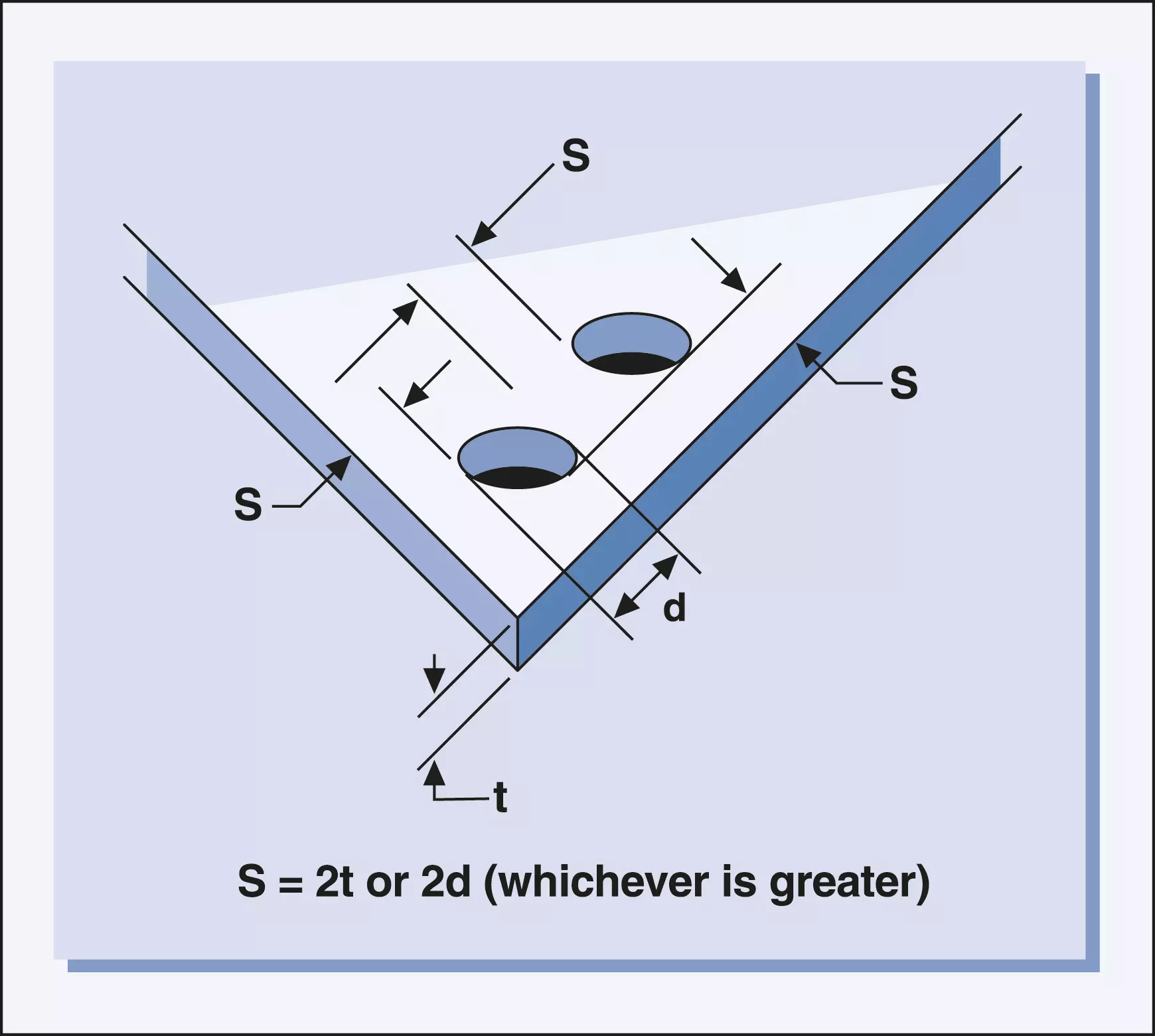
Minimale afstanden tussen gaten
De afstand tussen twee gaten of tussen een gat en de rand van het onderdeel moet minimaal twee keer de onderdeelwanddikte of twee keer de gatdiameter zijn, afhankelijk van welke het grootst is (zie Figuur 4).