
水分扩散
利用恩骅力先进的扩散工具,了解材料的吸湿性能。
虽然我们致力于尽可能准确和可靠地预测材料性能,但实际表现可能存在差异。如需验证结果,欢迎随时联系我们。Akulon®、Arnite®、Arnitel®、Durethan®、EcoPaXX®、ForTii®、Novamid®、Pocan®、Stanyl®、Tepex® 和 Xytron™ 均为恩骅力的商标。恩骅力或其代表就其产品提供的所有信息,包括但不限于数据、建议等,无论出于何种形式,均以研究为基础,并在诚信原则下被认为是可靠的,但恩骅力不承担任何责任,也不作出任何形式的明示或暗示保证,包括但不限于所有权、适销性、特定用途适用性或非侵权的保证,亦或因交易过程、使用习惯或贸易惯例等而产生的任何保证,在应用、加工或使用上述信息或产品方面均不承担任何责任。用户承担对所有所提供信息的使用全部责任,并应自行验证质量与其他性质或由其使用所引发的后果。所有典型值仅作参考,不应视为具有约束力的规范。产品中的色母或其他添加剂可能导致典型值存在较大变化。
工具信息
本水分扩散工具可模拟聚酰胺制件在多种非循环或循环条件下的暴露情况,以适应特定应用需求。最后的应用示例显示,该工具在于能够模拟复杂的应用条件影响吸湿特性,从而影响高分子零件的性能。
该模型的另一个独特特性是以非 Fickian 方式描述水的扩散,考虑了水在聚酰胺材料中的增塑效应,该效应表现为例如水吸收时间与水释放时间之间的显著差异。
吸湿会影响材料的性能。本工具可根据时间和位置,计算水分在我们各类牌号材料中的扩散速率,涵盖“注塑状态”及“完全退火”样品。该工具也可模拟循环环境条件。 阅读我们的白皮书,获取此工具的更多信息 点击此处。
聚酰胺具有吸湿性,吸湿量会影响聚酰胺的性能。本工具可预测聚酰胺的吸湿或释湿量及相关时间尺度。用户可选择两种计算方式:基础模式(计算条件单步变化),或高级模式(考虑循环变化条件)。
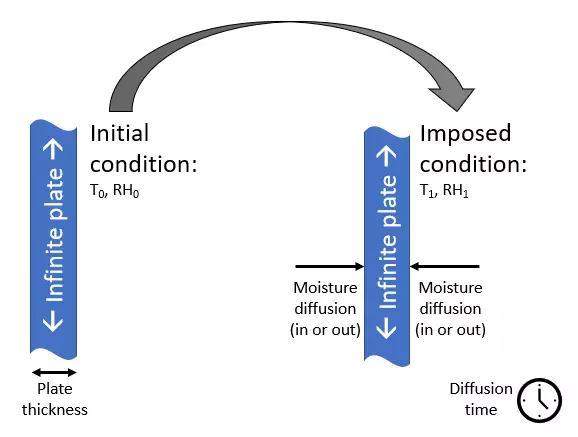
“单步变化”:
样品首先在初始条件(温度T_0,相对湿度RH_0)下达到平衡,随后在time=0时刻暴露于施加的条件(温度T_1,相对湿度RH_1),持续一段设定时间。本工具预测各时刻的含水量,以及样品厚度方向的水分浓度分布。因此,既可模拟吸湿过程,也可模拟干燥过程。
用户输入:
- 牌号选择
- 板材厚度(假设高度和深度为无限大)
- 板材的初始温度和相对湿度
- 板材所处的施加温度和相对湿度
- 最大计算时间(较大值将需要更长的计算时间)
工具输出:
- 显示不同时间点下,板材内部不同位置含水量分布的曲线图(共三组时间点)
- 显示板材平均含水量随时间变化的曲线图
“循环模式”
同样,样品在初始条件(温度T_0,相对湿度RH_0)下达到平衡,随后在time=0时暴露于多组设定条件,每组包含不同温度和相对湿度,并各自持续一段时间。各工况可循环设定。工具可模拟循环次数内每时刻的含水量及样品厚度方向的水分浓度分布。既可模拟吸湿过程,也可模拟干燥过程。
用户输入:
- 牌号选择
- 板材厚度(假设高度和深度为无限大)
- 板材的初始温度和相对湿度
- 板材暴露于的多组施加温度、相对湿度及时间(工况1、2等)
- 循环次数(最大限定为50次,以防止网页超时)
工具输出:
- 显示不同循环时间点下,板材内部不同位置含水量分布的曲线图(共三组循环)
- 显示板材平均含水量随时间变化的曲线图
厚度在 1-10 毫米(0.04-0.4 英寸)之间的板材被模塑成型,并随后在较高温度下进行退火(温度设定在玻璃化转变温度 Tg 与熔融温度 Tm 之间的中间位置,此时结晶速度达到最大)。该热处理持续 16 小时,一般认为可获得大量结晶度(尽管已知通过进一步热处理可实现更高结晶度)。为避免样品氧化,处理过程在氮气气氛中进行。
各种商业化聚酰胺牌号的参数化基于在 23 - 120°C(73-248°F)温度范围内进行的大量吸湿与释湿实验。大部分板材置于水浴中,部分则置于调湿箱内。通过称量板材,可以揭示其随时间吸收的水分量。在干燥条件下,以同样方式研究水分的脱附行为。
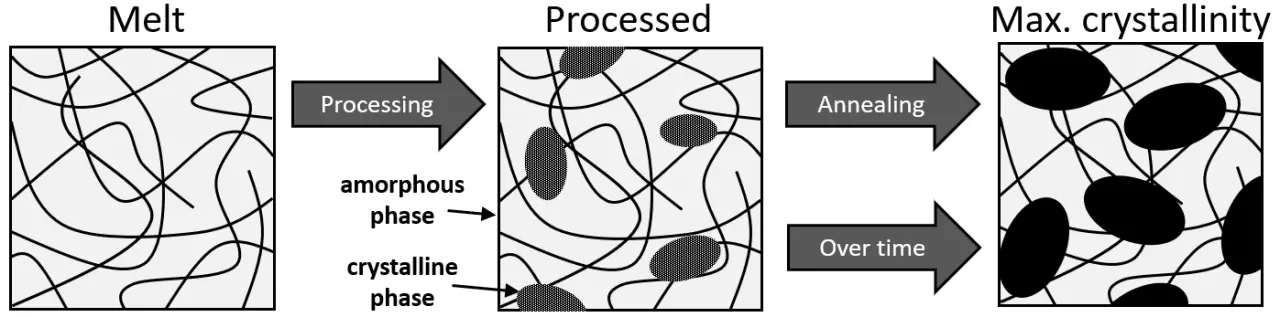
结晶度
半结晶塑料通常同时包含无定形相(聚合物链无序排列)以及结晶(有序)相。只有无定形相能够吸收水分。然而,结晶度不是一个固定的材料参数,而是取决于加工条件和老化过程。在注塑/吹塑成型并冷却后(‘干态模塑’),塑料尚未达到其最大结晶度。对于某些应用,低于最大值的状态具有应用上的优势,而在其他情况下则需要充分结晶的状态。与退火(或老化)材料相比,干态模塑样品能吸收更多水分。在零部件整个生命周期内,结晶度通常会提高(吸湿性降低),但为了加快该过程,可以采用‘退火’(短时间热处理)。
由于结晶度受工艺条件、环境条件和使用年限等因素影响,因此无法为我们的材料给出唯一的绝对值。我们的工具分别提供了干态模塑样品的水分含量预测,以及在指定条件下退火样品的预测。除非施以极端退火处理,部件水分含量最有可能介于上述两种预测之间。
在数据表中,通常给出‘干态模塑’的数值。对于 PA6、PA66 和 PPA,‘退火’平衡含湿量可比干态模塑样品低 10-20%,而对于 PA46,该值甚至可低至前者的一半。
该工具基于先进的物理模型,综合考虑了水的溶解度和扩散系数。该模型通过求解器对一维扩散方程在时间和空间中的变化进行评估。
- 湿气、老化、后结晶或水解等因素可能引发的化学变化不会被纳入该建模中。材料结晶度的影响通过分别展示“干态-模压”和“退火态”两种预测来体现(详见“结晶度”页签获取更多信息)。
- 计算时间取决于用户输入;若计算时间过长,请考虑缩短扩散时间参数。
- 该模型基于板材,其厚度远小于宽度和高度。对于其他试样几何形状(如拉伸条),模型中做了修正。尽管拉伸条具有标准厚度,但用户仍可在输入栏中自定义其他厚度。各标准厚度如下:ISO 527 1A为 4.0mm (0.157in),ISO 527 1BA为 2.0mm (0.079in),ASTM D638 Type 1为 3.2mm (0.126in),ISO 8256 Type 3为 2.0mm (0.079in)、3.0mm (0.118in) 或 4.0mm (0.157in)。
- 拟合参数的准确度一般在5%~10%区间(扩散系数为5%,活化能为10%)。对于“模压态”试样,预测准确度可能略受加工条件影响导致结晶度变化较大而稍有降低。每条曲线在图表中通过半透明置信区间显示“工程准确度”。

“您好,Envalior,
您的 Akulon® K122 注塑成型过程顺利进行。然而,壁厚为 5mm (0.2 英寸) 的部件已在我们仓库中存放半年,环境条件为 20°C(68°F)/50%,现已吸湿。
如果要在 110°C (230°F) 下干燥至芯部最大含水量为 0.1wt%,需要多长时间?提前感谢。
此致,Rick”
所需的干燥时间可通过 Moisture Diffusion 工具进行估算,但需要分两步完成;(1) 计算半年来在指定条件下吸收的水分量;(2) 在升高温度下对这些条件下的部件进行回干燥。该工具能够处理部分简单的几何形状,本案例中,‘无限平板’最接近客户部件。
第一步为吸湿。请选择下拉列表中的 ‘Akulon® K122’,并输入以下数据:
- 样品几何形状 = 无限平板(该工具能够处理部分简单几何体,本案例中‘无限平板’最能代表客户部件)
- 平板/样品厚度 = 5 mm (0.2 英寸)
- 初始温度 = 20°C (68°F)
- 初始湿度 = 0%(部件注塑成型后不含水分,此状态称为“干态注塑”)
- 环境温度 = 20°C (68°F)
- 环境湿度 = 50%
- 最大扩散时间 = 4380 小时(半年等于 182.5 天 × 24 小时)
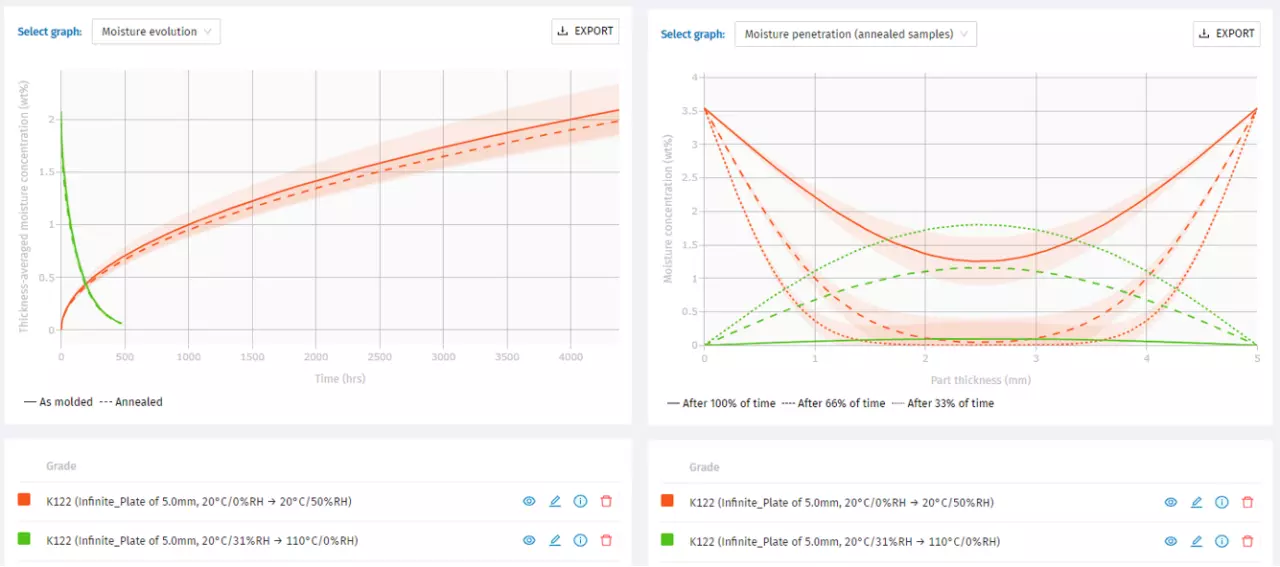
该工具会提供两幅图表展示计算结果,在本例中两者均有参考价值:
- ‘Moisture evolution’:平板厚度水分平均浓度的变化。该图显示,部件注塑后初始平均含水量为零,并随时间增长。在半年的时间范围内,尚未达到平衡;平均含水量为 2wt%。在此情况下,干态注塑样品与退火(热处理或老化)样品之间的差异很小。
- ‘Moisture penetration’:更为详细的曲线,展示不同时刻板材厚度方向的水分分布。可见在平板外表面,含水量达到最大值(在所选条件下为 3.5wt%)。水分从两侧向中心扩散,最终在芯部达到约 1.3wt%。
第二步是干燥。一般来说,材料长时间处于如此高的温度状态并不推荐,因为可能发生降解。建议在约 80°C (176°F) 下干燥,并优选在氮气环境下进行。
在左侧输入栏中选择相同的牌号,并输入全部参数。也可以点击上一步计算图例中的“编辑计算”图标;此时所有字段会自动填充,修改后选择“新增计算”(注意:“更新计算”会覆盖前一次结果)。需要做一个简单假设,即在干燥开始时平板内部的水分分布为均匀。由于无法直接输入“含水浓度”,需对输入参数进行适当调整。调整“初始湿度”输入值,使其达到与吸收步骤结束时相同的含湿量浓度(注意:对于任何输入值的微调,使用“编辑计算”和“更新计算”按钮是最便捷的方法)。输入参数如下:
- 样品几何形状 = 无限板
- 板材/样品厚度 = 5 毫米(0.2 英寸)
- 初始温度 = 20°C(68°F)
- 初始湿度 = 31%(调整至匹配 2wt% 的含湿量浓度)
- 设定温度 = 110°C(230°F)
- 设定湿度 = 0%
- 最大扩散时间 = 300 小时(可先输入一个猜测值,后续可调整)
需要检查显示含湿量分布的曲线图,以确定板材中心(核心区域)含湿量浓度达到 0.1wt% 时的时间。需要注意的是,板材的表层含湿量浓度更低。根据测算,满足要求的干燥时间约为 475 小时。水分演变曲线显示,当核心区域含湿量浓度达到 0.1wt% 时,平均含湿量浓度为 0.06wt%。实际上,干燥初始阶段的含湿量分布并非平直分布,因此实际干燥时间会略短。
“你好,Envalior,
我们计划在应用中使用您的 Stanyl® TW241F6,零件的平均壁厚为 3.2 mm(0.13 英寸)。
请问在 23°C(73°F)/50%RH 常温调湿或在 70°C(158°F)/62%RH 加速调湿的条件下,调湿时间和最终含水量应如何确定?感谢您的协助。
此致,Christine”
该问题可以通过简单的含水量吸收计算来解答,前提是该零件可以近似为平板几何体。首先从下拉列表中选择所需牌号(或搜索牌号),并输入必要参数:
- 样件几何形状 = 无限平板
- 板材/样件厚度 = 3.2 mm(0.13 英寸)
- 初始温度 = 23°C (73°F)
- 初始湿度 = 0%(注塑后零件不含水分,此状态为“干态注塑”)
- 设定温度 = 23°C (73°F)
- 设定湿度 = 50%
- 最大扩散时间 = 100 小时(初期建议用较短时间以加快计算速度)
含水量演变曲线表明,100 小时不足以使该零件达到平衡状态。请点击图例中的“编辑计算”图标,将最大扩散时间调至 9000 小时,并通过“更新计算”重新计算。
- 图中显示两条曲线,实线为“干态注塑”样件,虚线为结晶度更高的“退火态”样件。高结晶度可通过热/湿处理获得(详情参见测量结果标签页),也可随零件老化自然生成。对于 Stanyl® (PA46),该效应较其他聚酰胺更为显著。实际应用中,零件状态通常介于两种模型预测之间。
- 9000 小时后,“注塑态”曲线趋于平稳,表示已达吸湿平衡(退火样件约 4000 小时后即可达到)。
- 理论上,含水量可处于两条曲线之间。但由于未施加极端条件,零件含水量大概率接近“注塑态”曲线,对应含水量为 2.6wt%。

如需添加 70°C(158°F)/62%RH 加速调湿曲线,可采用相同操作流程:选择同一牌号并填写必要字段,也可在前次计算基础上点击“编辑计算”按钮(所有输入项已预填),然后点击“添加新计算”。
- 样件几何形状 = 无限平板
- 板材/样件厚度 = 3.2 mm(0.13 英寸)
- 初始温度 = 23°C (73°F)
- 初始湿度 = 0%(注塑后零件不含水分,此状态为“干态注塑”)
- 设定温度 = 70°C (158°F)
- 设定湿度 = 62%
- 最大扩散时间 = 9000 小时
含水量演变曲线表明,平衡状态能更快达到;干态注塑样件约 2000 小时后即可达到平衡。该情况下平衡含水量略高,约为 3.0wt%。由于调湿温度和湿度高于 23°C(73°F)/50%RH 的标准调湿方式,H 时,结晶度可能略高(可略微降低含水量)。尽管两种调节方式下的含水量不一定完全相同,但两者最终会带来类似的力学性能。
“您好,Envalior,
我们有一个汽车应用场景:一种聚合物零部件,安装在发动机舱内,靠近内燃机。该零件厚度为1毫米,采用ForTii® Ace MX53B材料(含50wt%玻纤的PPA材料),起初为干燥状态。请问该聚合物零部件的稳态含湿量是多少,以便我们评估其力学性能?
此致敬礼,Rick”
针对该问题的一个可行解决方案是定义如下工况,并计算零部件内部的平均稳态含湿量。所描述的工况为:在一天(24小时)中,车辆于上午9点至10点行驶,其余时间停放于停车场。行驶时,聚合物零部件暴露于100˚C、0%相对湿度的环境中;停车时则暴露于23˚C、100%相对湿度环境。这一日常工况以循环方式重复50天(共1200小时)。如需更长时间尺度的评估,请联系我方专家进行线下计算(受限于网页界面超时)。
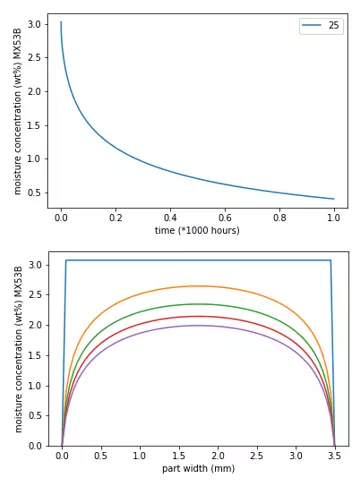
在图1a中,展示了特定天数下每个循环(日)结束时,沿零件厚度方向的水分浓度分布。第一天后,聚合物零件的两端区域已经吸湿,而内部依然保持干燥。随着天数的增加,外层区域的状况基本保持不变;而内部区域的含湿量逐步增加,经过50天循环后,其含湿量趋于稳定。
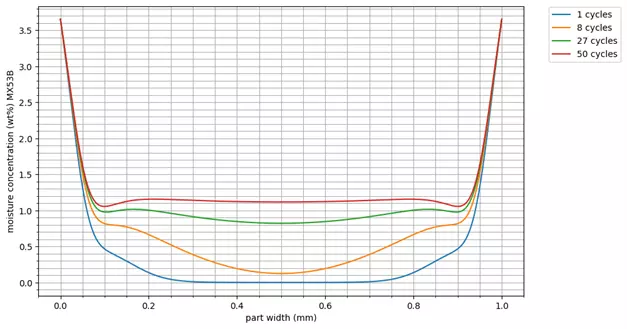
图1:a)厚度方向的含水分布与b)ForTii® Ace MX53B(玻纤增强PPA)零部件在循环工况下暴露1、8、27和50天后的整体含湿量演变。一个循环代表一天。循环工况说明详见正文。
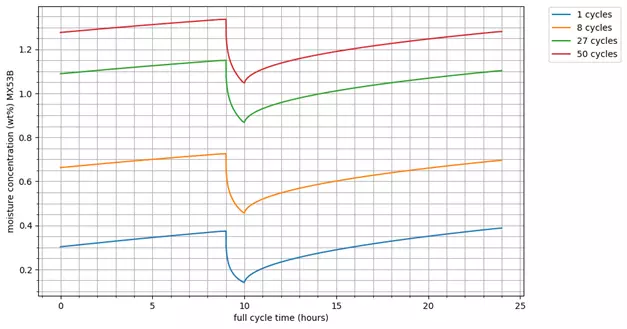
图1:b)显示了不同天数下,零部件在日常循环过程中的整体平均含湿量。可观察到每天行驶工况下零件表层区域的干燥效应。在观察不同工况(包括停车状态)下的吸水行为的同时,也记录了试样的日常水分交换节律。在整个50天的周期内,该日常水分交换节律始终得以保持。可以明显观察到,随着天数的增加,整体含水量逐渐升高,并在较长时间段内趋于稳定,几乎不再发生变化。
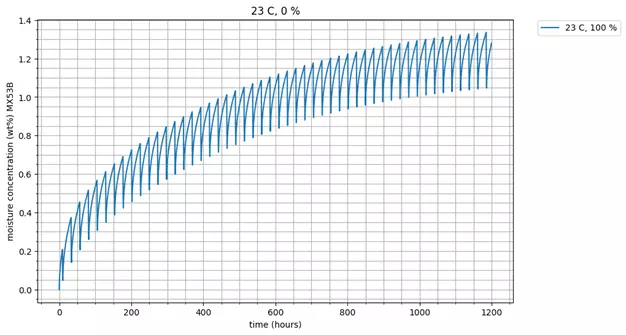
该聚合物部分的整体含水量随时间的变化如图2所示。可以清楚地看到日常的含水节律,以及大约100天后含水量趋于平台,最终维持在1.0-1.3 wt%范围内。需注意,该终值并不等同于停车或行驶工况下的平衡含水量,而是处于两者之间的某一值。该终值及其在厚度方向上的分布具有工程相关性,因为它将影响零部件的力学性能。

请使用Moisture Diffusion工具页面右下角的Hotjar反馈表单提交您的意见、问题与反馈。最常见的问题将在本节进行解答。
为什么我无法选择全部 Envalior牌号?
我们正在将该工具扩展至更多牌号,但这取决于实验数据的可获得性以及对特定牌号的需求。请通过页面右下角的反馈表单告知您所需的牌号!
为什么我不能从图表中导出数据?
所有用户登录后均可使用下载功能;只需免费注册,即可立即开始下载。