工具信息
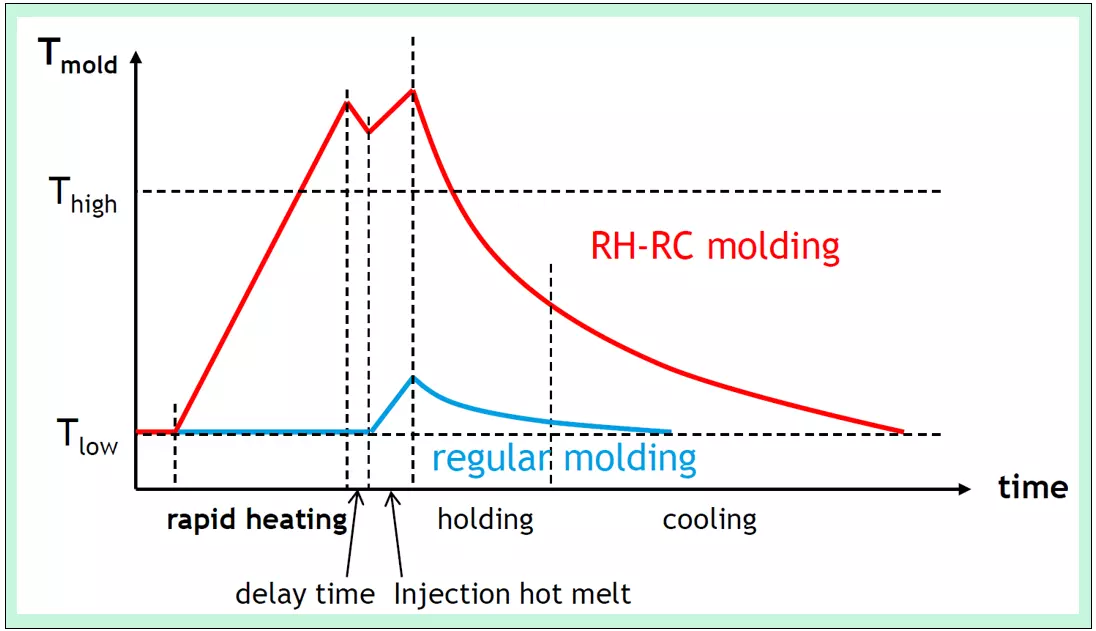
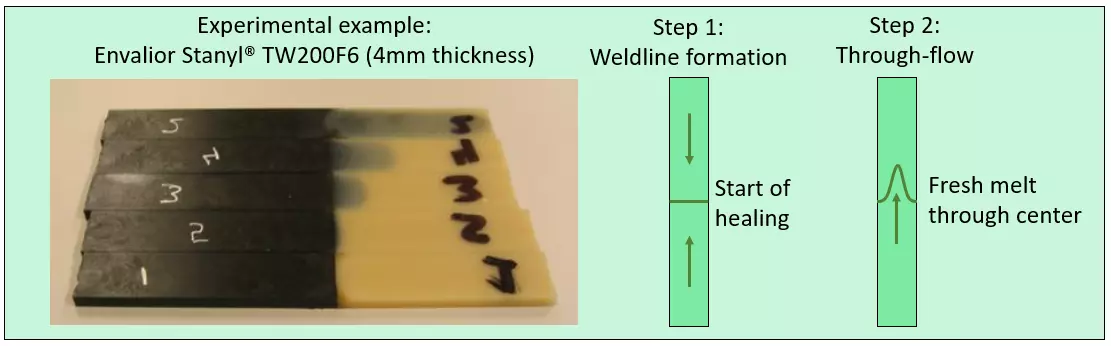
本工具提供有关熔接线问题预防的背景信息及实用建议,并对熔接线部位的强度(如图所示“正面”熔体流动)给出大致参考。该工具不对具有(部分)平行熔体流动的熔接线强度进行量化。
用户输入:
- 材料牌号选择
- 应用环境的相对湿度
工具输出:
- 所选相对湿度下无熔接线时原材料的强度
- 所选相对湿度下“正面”流前(最差工况)及其他加工条件最佳时的熔接线强度粗略估算
- 所选材料牌号的注塑成型建议
- 设计与加工解决方案背景信息

模型创建
- 该模型基于超过500次常温下注塑成型拉伸条的物理实验,覆盖干态和调湿态。
精度
- 熔接线强度难以量化,因为其不仅受材料性能影响,还与几何结构及成型工艺条件密切相关。例如,熔体压力、熔体/模具温度、注射速度、排气以及潜在杂质等因素均起到关键作用。
- 此工具仅提供粗略参考,该熔接线强度的参考为我们在我们的实验室,通过我们的设备测得。使用不同设备或工艺参数时,结果可能会有变化(若几何结构非拉伸条,变化幅度可能更大)。
- 平均而言,我们实验中测得的标准差(1σ)约为20%,但针对部分牌号可能更大。该“工程精度”已在本工具的表格中标注。
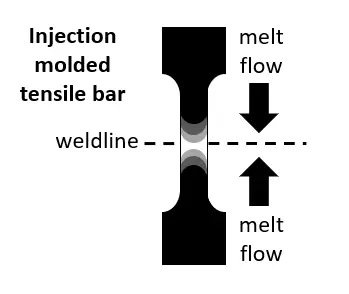
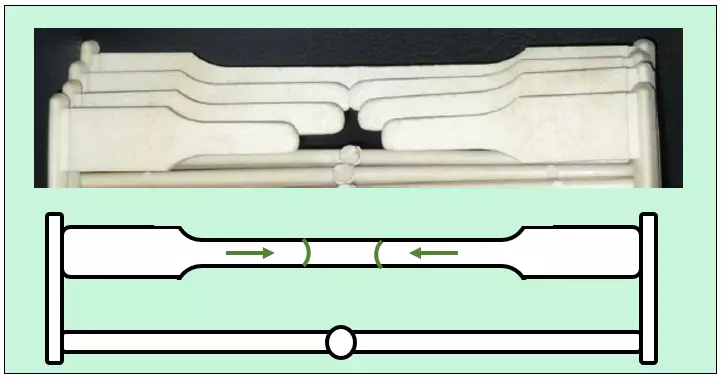
- 所有测试均按照 ISO 527 1A 试样标准(见图)进行,试样标称厚度为 4.0 mm (0.16 in),采用注塑成型制备。
- 与传统从单侧注塑成型拉伸棒不同,这些试样采用双面注塑成型,在试样中央形成熔接线。
- 对于含有填料如玻璃纤维的牌号,已知纤维趋向沿拉伸棒的纵向轴线取向,这对应力—应变响应的刚性和强度值有显著影响。然而,熔接线本身通常不包含任何纤维。
- 调湿样品根据 ISO 1110 标准(“加速调湿”)在氮气(N2)环境下进行调湿,随后在 50% 相对湿度下平衡后进行测试。
- 随后,对拉伸棒分别在 23°C (73°F) 干态及 23°C (73°F) 50% 相对湿度下进行应力—应变性能测试。所有拉伸测试均在知名制造商的落地式拉伸试验机上完成。通常,先施加 10N 预载荷,以 1 mm/min (0.04 in/min) 的测试速度测定模量至 0.25% 应变,随后以 5 mm/min (0.2 in/min) 的速度继续测试直到试样断裂。


请使用熔接线工具页面右下角的 Hotjar 反馈表单提交您的意见、问题及反馈。最常见的问题将在本部分予以解答。
为何我无法选择所有 Envalior 等级?
我们正逐步将该工具扩展至更多材料等级,但这取决于实验数据的可获得性及特定等级的市场需求。如有特定需求,请通过页面右下角的反馈表单告知我们您感兴趣的材料等级!
为何我不能导出图表数据?
所有用户在登录后均可使用下载功能;仅需免费注册即可立即开始下载。
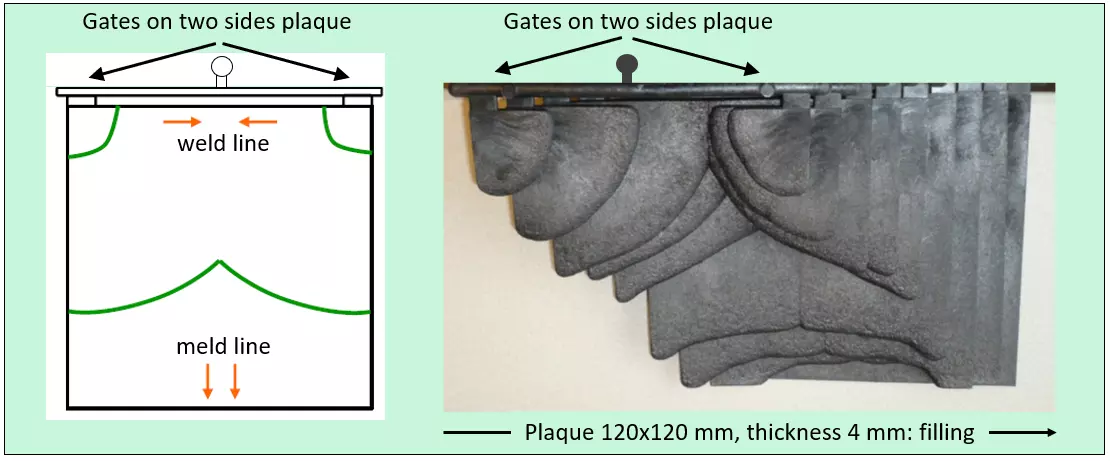
模腔填充模拟
排气位置
浇口数量
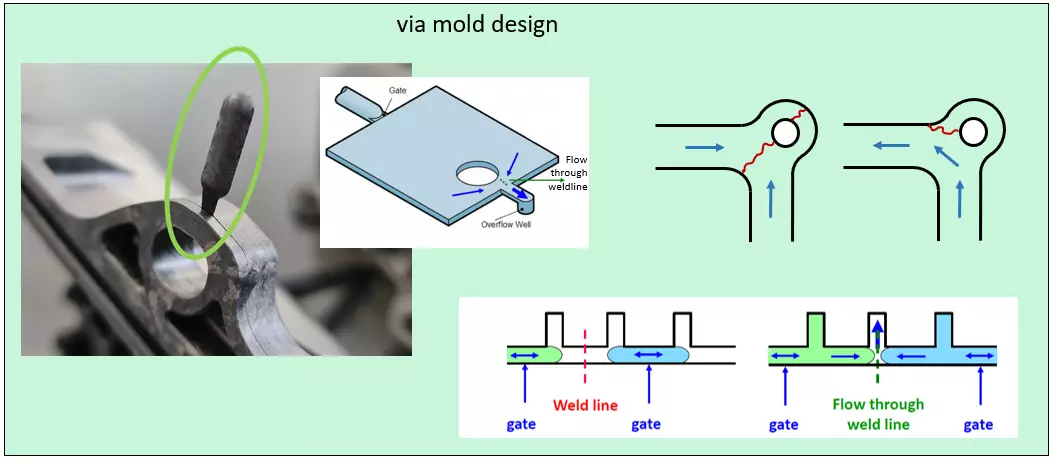
贯穿流动

压力控制
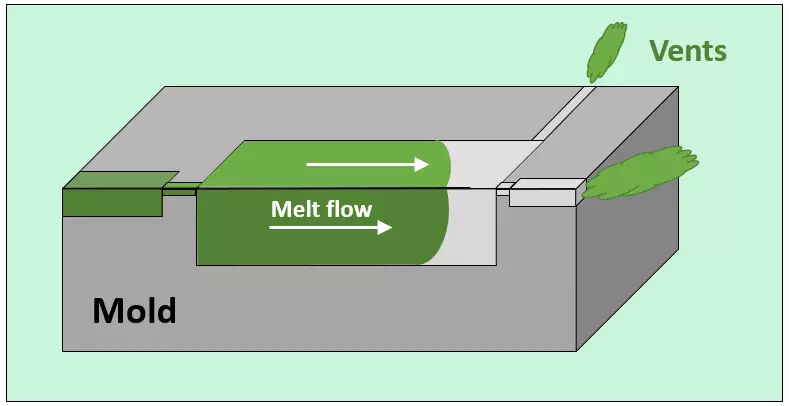
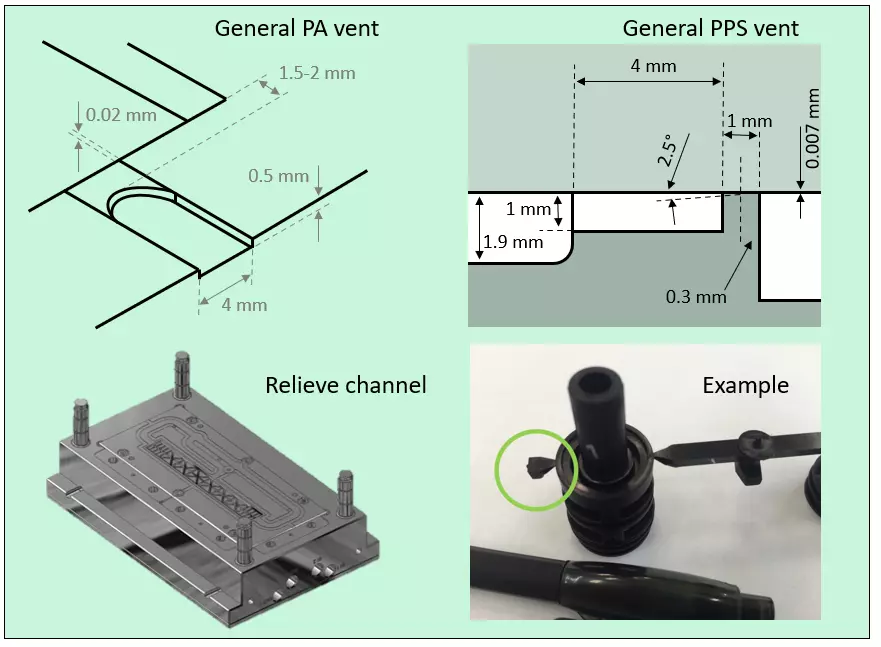
排气系统
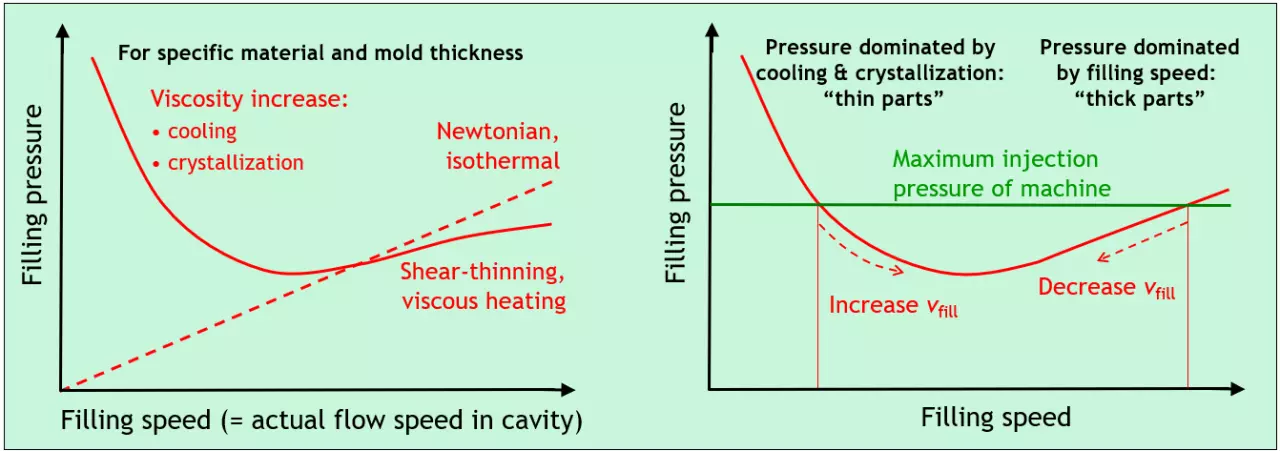
充模速度
流动模式