

脱模斜度
模具开模方向平行的零件表面应带有锥度,以便注塑成型后件体顺利脱模。
脱模斜度
功能
由于热塑性塑料在冷却过程中会收缩,零件会紧贴模具型芯或公面,从而加大脱模难度,并可能导致件体表面产生划痕。为便于脱模,沿模具开模方向的零件表面应设计斜度或脱模斜度。脱模斜度能在模具打开初期即形成间隙,使零件顺利从模具中脱出。所需脱模斜度大小取决于以下多个因素:
- 材料收缩率——不同材料的收缩率差异较大。一般来说,收缩率越高,为避免脱模问题所需脱模斜度也越大。
- 壁厚与结构高度——单一浅肋且斜度不足相较于较高的圆柱形壁通常脱模难度更小。
- 表面粗糙度——抛光表面所需脱模斜度可小于有表面纹理的部位。
- 外观要求——对于装配内部的技术部件,划痕可能问题不大;但对于装配外壳件则通常完全不可接受。
脱模斜度尺寸设计
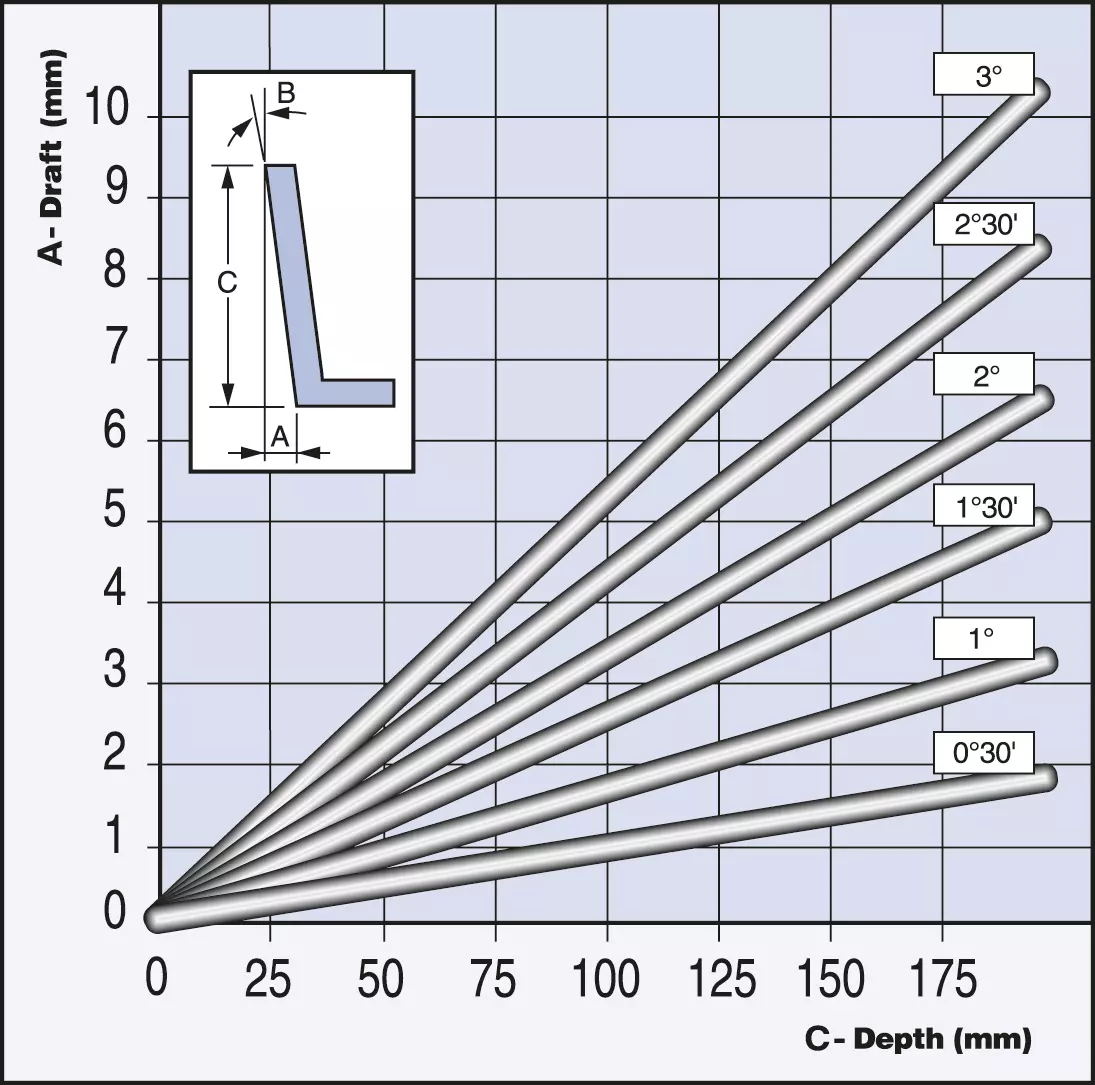
综合上述因素,脱模斜度的推荐尺寸如下(见图1):
- 通常建议脱模斜度为1至3度。
- 对于无表面纹理的侧壁,建议每侧最小脱模斜度为0.5度。
- 对于有表面纹理的侧壁,每0.1mm纹理深度建议额外增加0.4度脱模斜度。
止口位的脱模斜度
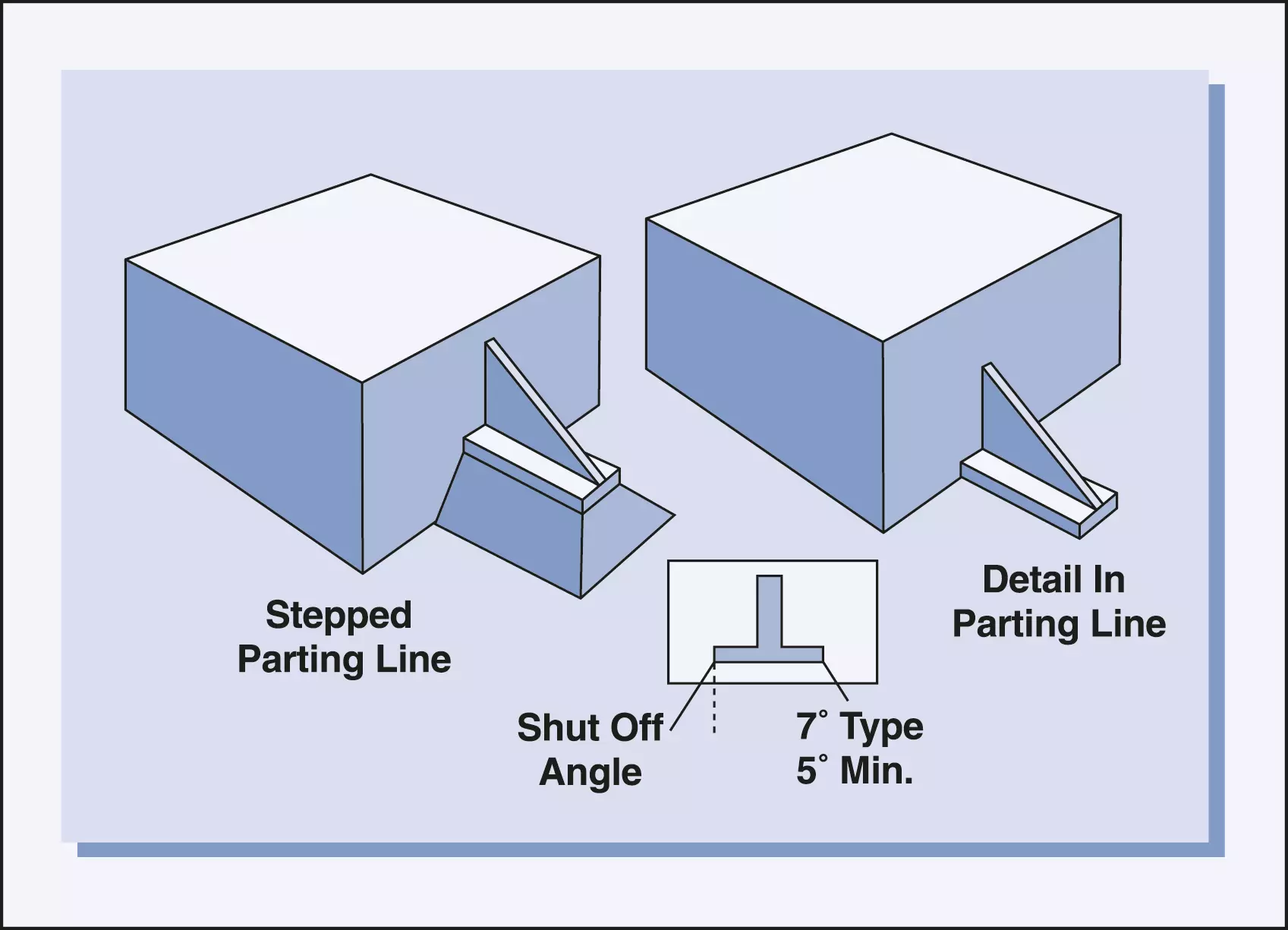
最直接的模具结构是模具两半的分型面为垂直于开模方向的平面(见图2)。这种结构便于保证模具合模时两半之间无间隙。注塑机的锁模力正好作用在分型面垂直方向。但在实际设计中,这一结构并不总能满足所有要求。保持分型面平坦未必总是必要,甚至有时更为有利。
对于此类阶梯式分型线,分型线会从一个高度跳跃到另一个高度。用于连接这些不同高度的表面称为 shut-off 区域,因为这是模具上下模闭合时相互贴合的地方。Shut-off 区域绝不可与抽芯方向完全平行,否则会导致拖曳,进而导致模具工具随时间磨损。在最坏的情况下,模具闭合时出现错位可能会造成严重损坏。正确的做法是施加拔模斜度,以确保 shut-off 区域正常工作。
对于阶梯式分型面,应至少设计七度或更大的拔模斜度。五度应视为最小值。