
孔
零件中的孔可具备多种功能,包括作为固定点、为其他零部件提供通路以及减轻零件重量。
孔的形状
最便捷的孔形状为圆形孔。所需的型芯销(core pin)是一种常见部件,拥有多种尺寸与材质可选。使用型芯销还可提供一定弹性,因为更换为稍大或稍小的型芯销通常只需要对模具做少量调整。
显然,孔并不总是圆形,也不一定要做成圆形。采用定制型芯可以制造出各种不同形状的孔。
孔的方向
从模具制造的角度来看,最容易加工的是孔的中心线与脱模方向平行。采用静态型芯结构简单,结实耐用,维护要求低且成本相对较低。
与模具开模方向不平行的孔轴向,通常采用可收缩型芯销(retractable pin)或分型工具加工。为便于脱模,型芯销需进行拉拔抛光并设计拔模斜度。在某些情况下可以避免使用可收缩型芯:如果零件设计允许壁面有较大锥度,则可通过主静态型芯在与脱模方向垂直的位置成孔。
孔的深度
孔可分为通孔(through hole/thru-hole)和盲孔(blind hole)。通孔会贯穿零件的整个壁厚,即两端均有开口。而盲孔则具有特定深度,并不会贯穿工件另一侧。
对于制造而言,孔是否贯穿具有重要影响。如果是通孔,型芯两端均可获得支撑。型芯越长和/或越细,这一点就尤为重要。两端支撑的型芯在注塑过程中发生弯曲甚至断裂的风险更低。
在注塑过程中,熔体绕型芯销流动时,会在熔体首次接触型芯销对侧形成熔接线(weldline)。如因强度或外观要求不允许存在熔接线,可通过局部型芯成型,后续钻孔补加工。
孔的尺寸设计
如前所述,型芯销(core pin)的长度以及相应孔的深度受限于其在注塑熔体充模阶段所能承受的挠曲能力。由于通孔的型芯两端均可支撑,其长度可大于盲孔型芯。下述为孔尺寸设计的一般原则:
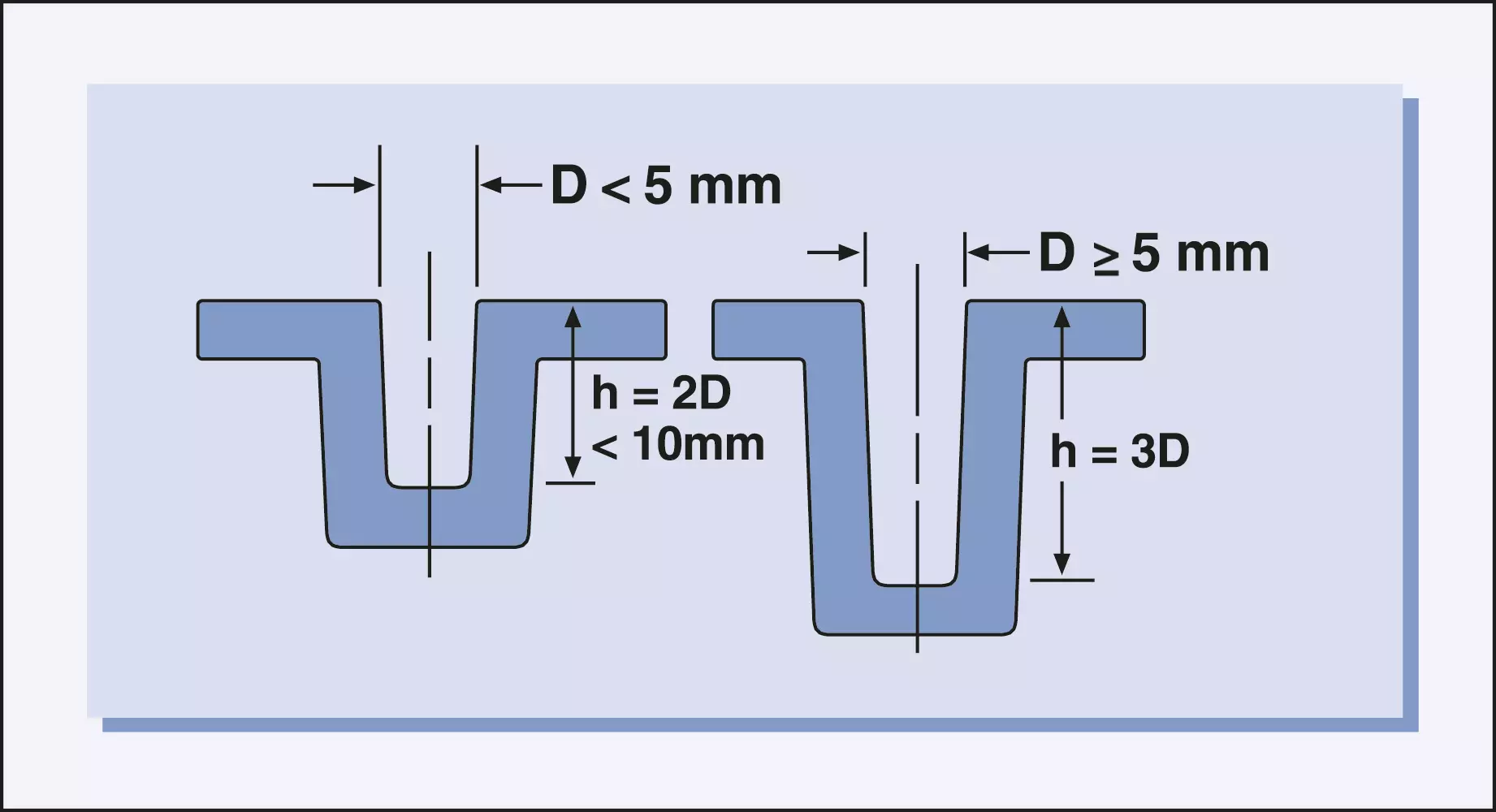
- 盲孔深度不应超过孔径的三倍(见图1)。
- 对于直径小于5 mm的小孔,其深径比应为2。
盲孔设计建议
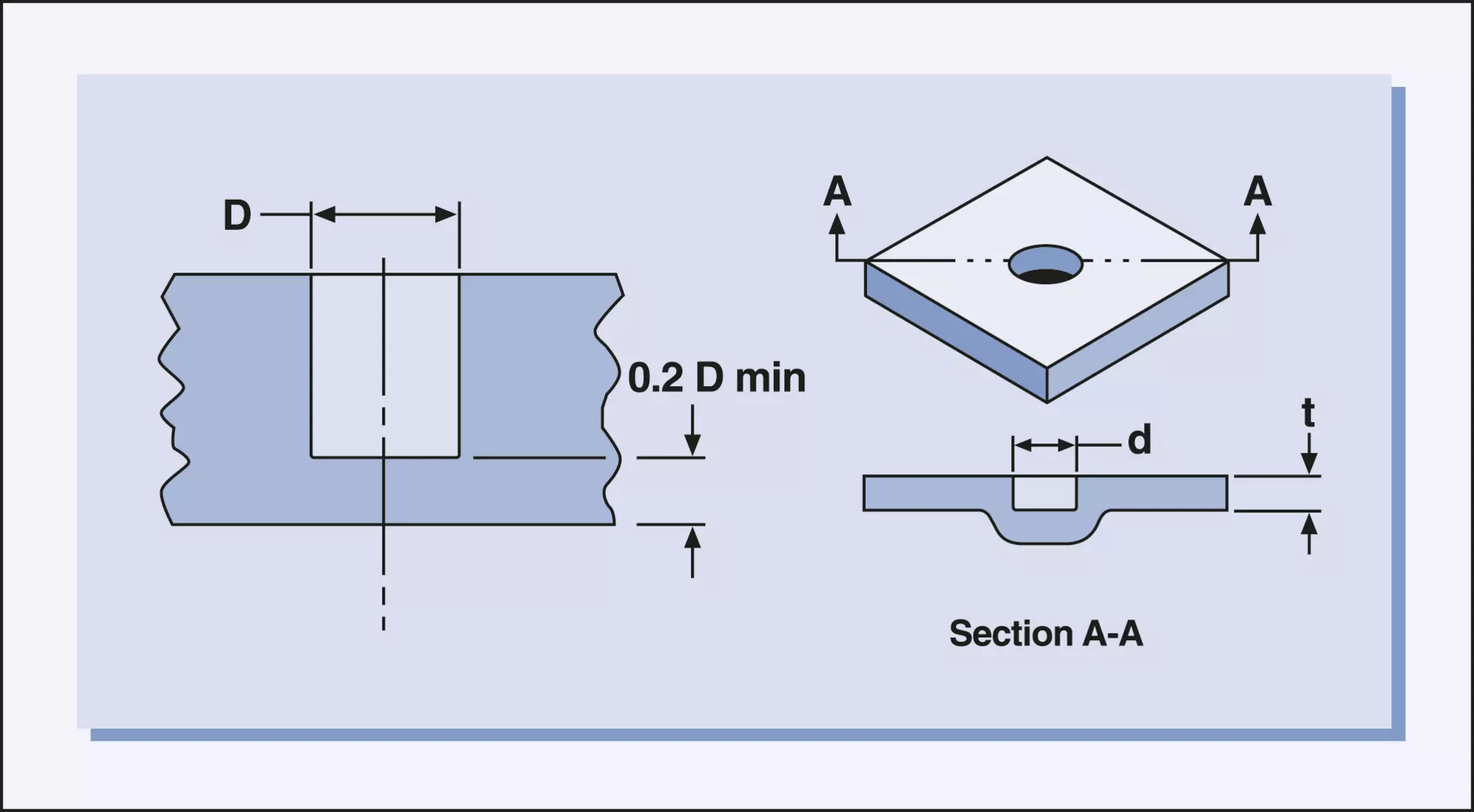
对于盲孔,底部厚度应大于孔径的20%,以消除对侧表面的表面缺陷。壁厚保持越均匀越好(见图2)。
通孔型型芯
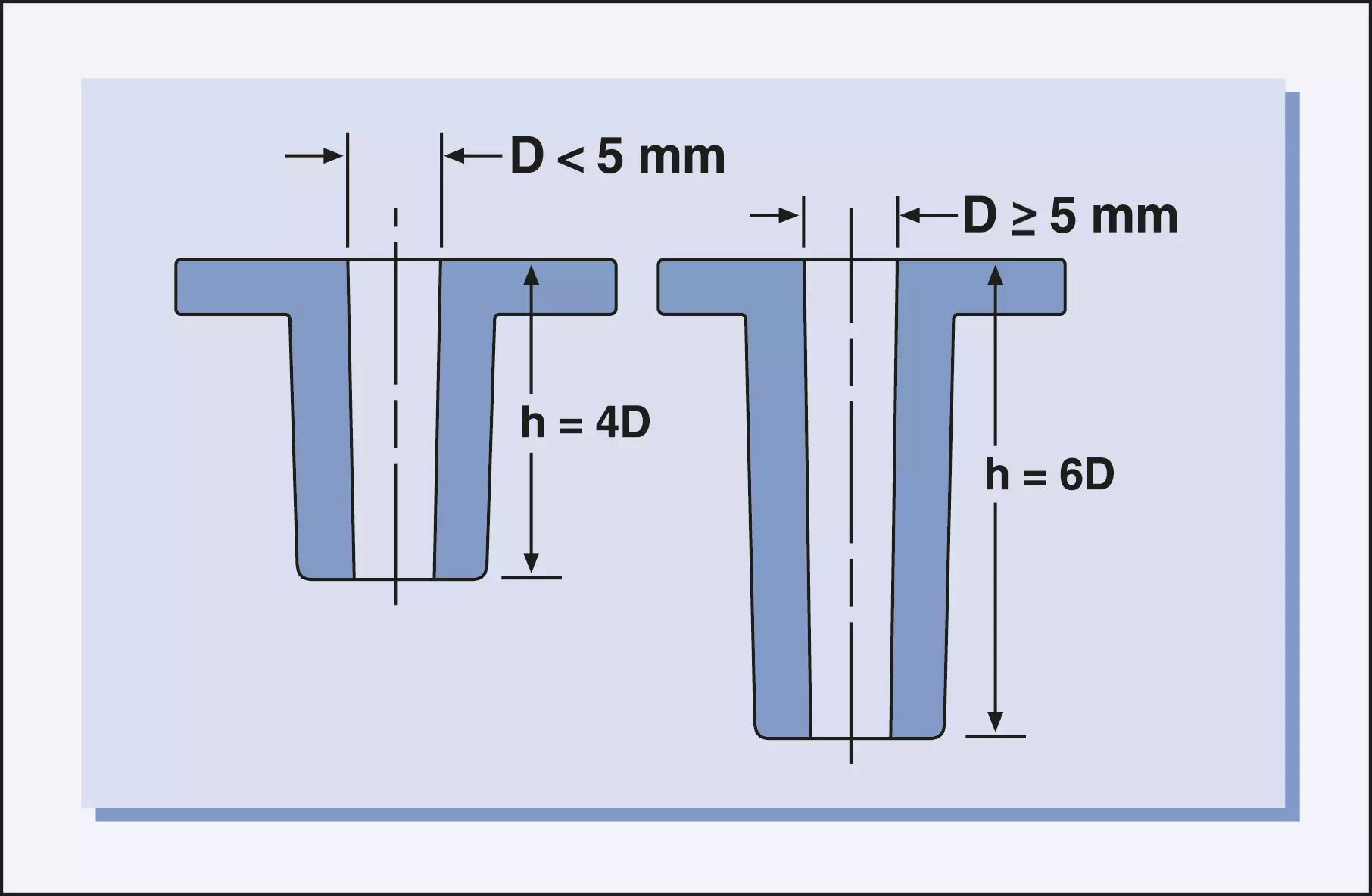
对于通孔,给定型芯尺寸的长度可以是盲孔的两倍(见图3)。
若需更长的型芯,则需精确的模具设计,以确保型芯在充模过程中受力均匀,防止偏移变形。
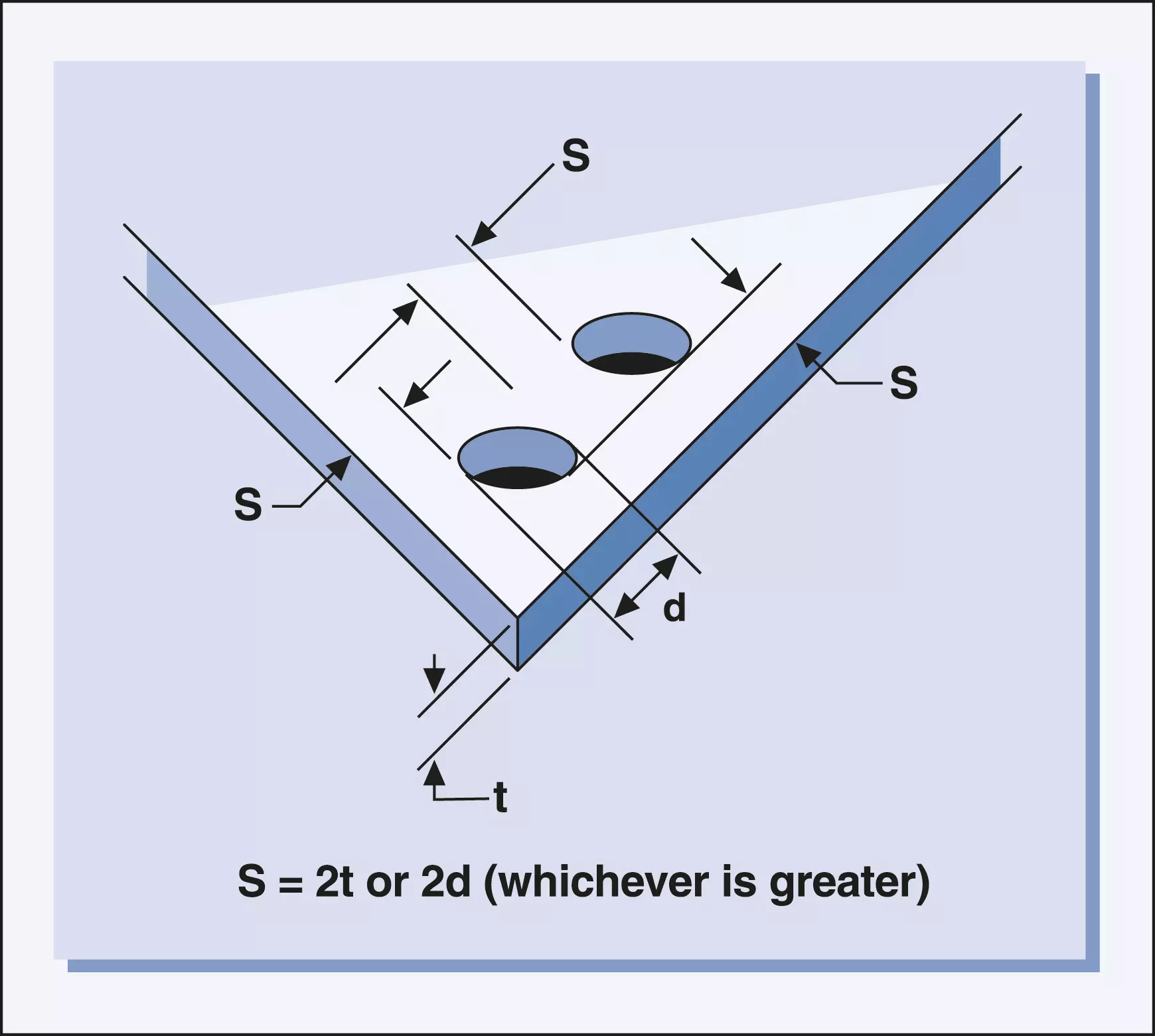
最小孔距尺寸
两个孔或一个孔与零件边缘之间的距离应至少为零件厚度的两倍或孔径的两倍,以较大者为准(见图4)。