

Ángulo de desmoldeo
Las superficies de las piezas paralelas a la dirección de extracción del molde deben estar inclinadas para facilitar la eyección de la pieza tras el moldeo.
Ángulo de desmoldeo
Función
Dado que los termoplásticos se contraen al enfriarse, tienden a adherirse a los núcleos o elementos macho del molde. Esto dificulta la expulsión y puede provocar marcas de fricción en la pieza. Para facilitar la expulsión, las superficies de la pieza paralelas a la dirección de extracción de la herramienta necesitan un ángulo o desmoldeo. Este ángulo permite que la pieza se libere al crear un espacio tan pronto como el molde comienza a abrirse. La cantidad de ángulo de desmoldeo necesaria depende de varios factores:
- Contracción del material: ciertos materiales se contraen más que otros. En general, cuanto mayor es la contracción, mayor debe ser el ángulo de desmoldeo para evitar problemas durante la expulsión.
- Altura y geometría de la pared o del elemento: una nervadura baja y recta con poco desmoldeo genera menos problemas que una pared cilíndrica alta.
- Textura superficial: una superficie pulida requiere un ángulo de desmoldeo menor que una superficie texturizada.
- Requerimientos estéticos: las marcas de fricción pueden no ser tan problemáticas en una pieza técnica "oculta" dentro de un conjunto, mientras que para la cubierta visible del conjunto pueden ser completamente inaceptables.
Dimensionado del ángulo de desmoldeo
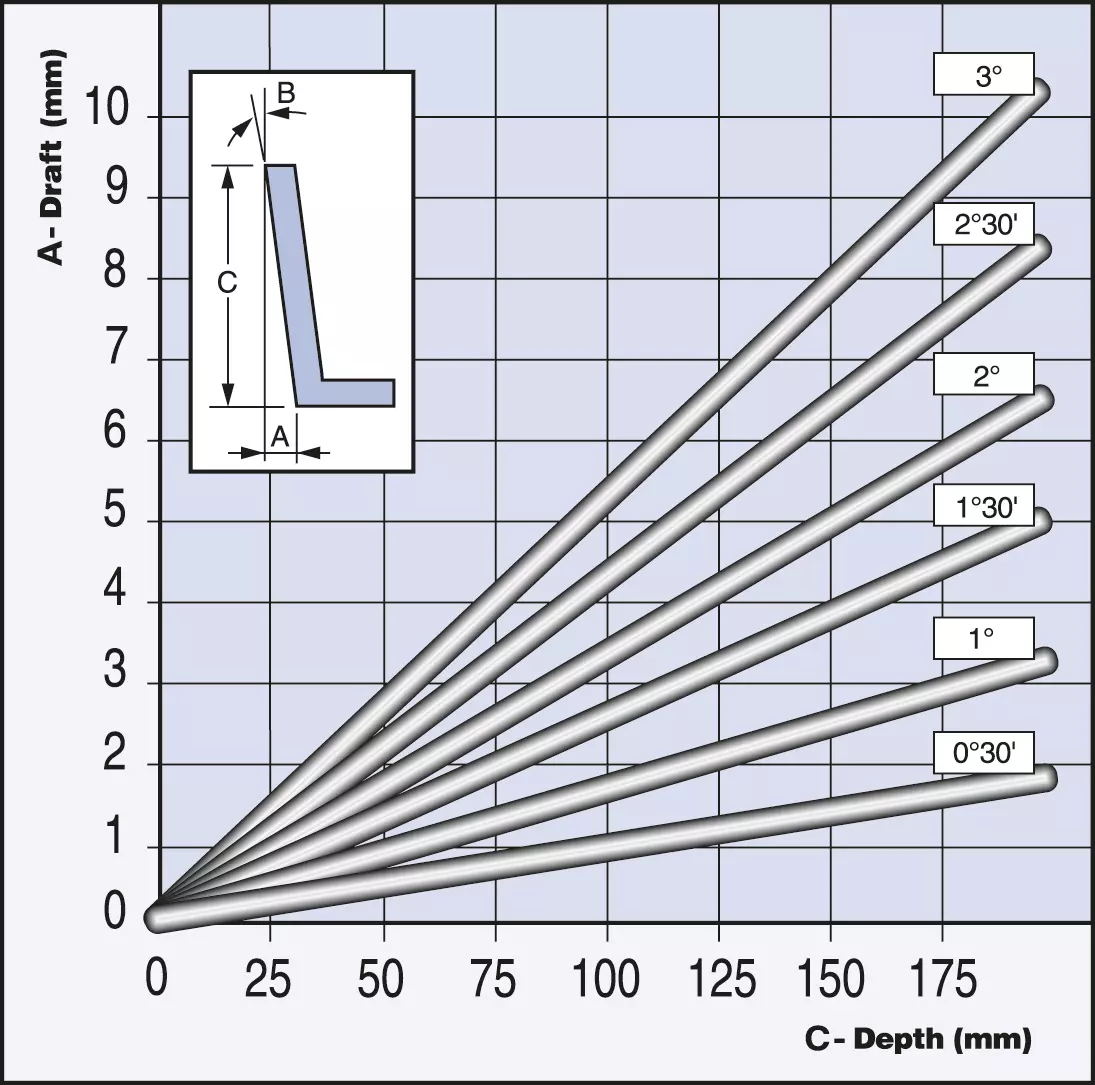
Teniendo en cuenta los factores anteriores, la directriz para las dimensiones del ángulo de desmoldeo es la siguiente (ver Figura 1):
- Normalmente, se recomienda un ángulo de desmoldeo de uno a tres grados.
- Para superficies sin textura, generalmente se recomienda un mínimo de 0,5 grados de desmoldeo por lado.
- Para paredes laterales texturizadas, se debe añadir 0,4 grados adicionales por cada 0,1 mm de profundidad de textura.
Desmoldeo para planos de cierre
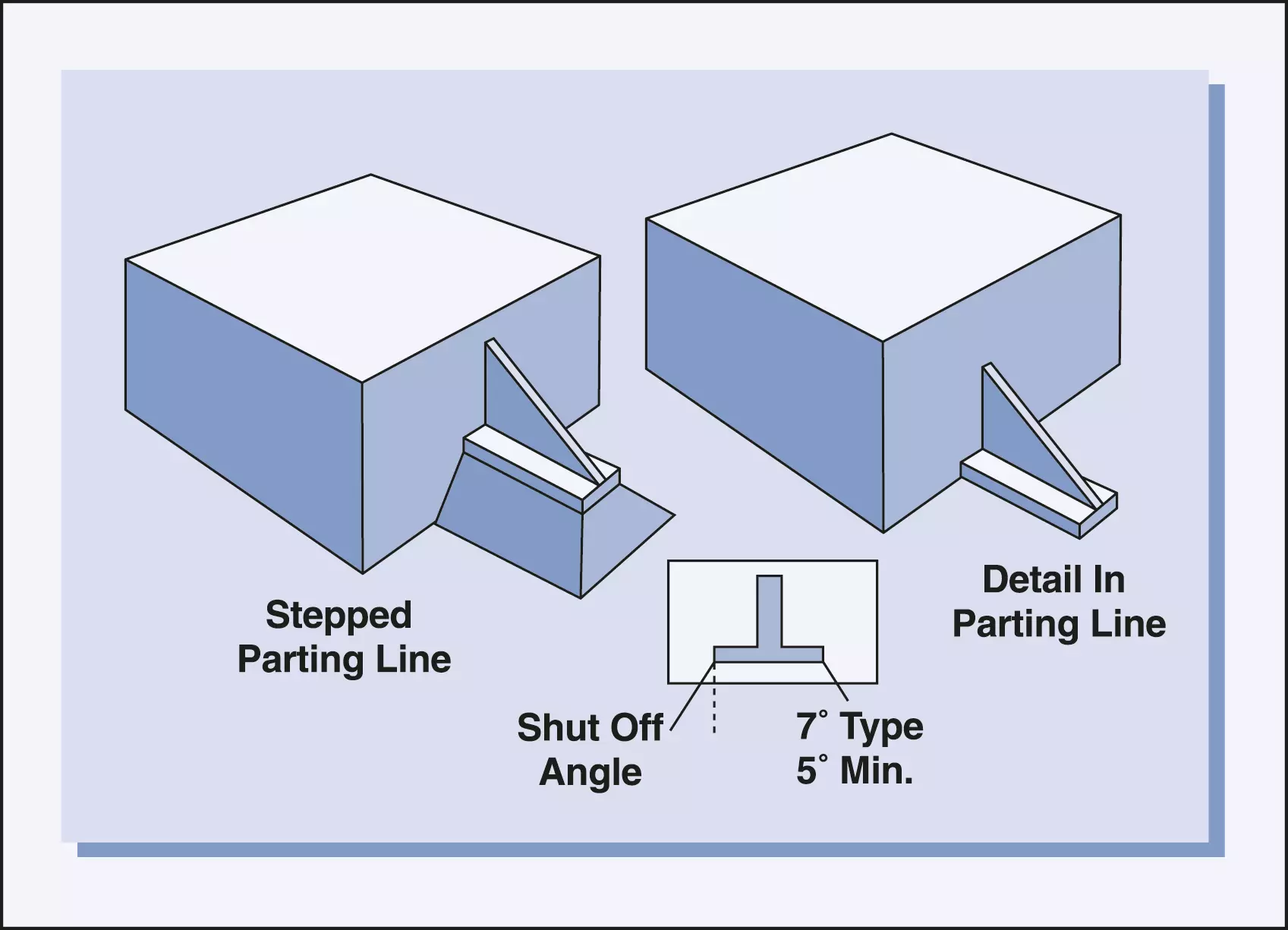
La construcción más sencilla del molde es aquella en la que el plano de partición entre las mitades del molde es una superficie plana perpendicular a la dirección de extracción (ver Figura 2). Esta configuración también ofrece la forma más sencilla de asegurar que no exista holgura entre las mitades del molde cuando están cerradas. Al fin y al cabo, la fuerza de cierre de la máquina de moldeo por inyección actúa perpendicularmente al plano de separación. Sin embargo, no siempre es posible o incluso beneficioso mantener el plano de separación plano.
En el caso de una línea de partición escalonada, la línea de partición salta de un nivel a otro. La superficie necesaria para conectar estos niveles se denomina shut-off porque es donde las mitades del molde sellan entre sí. El shut-off nunca debe estar exactamente paralelo a la dirección de extracción. Esto provoca roce (drag), lo que causa desgaste de la herramienta con el tiempo. En el peor de los casos, una desalineación durante el cierre del molde puede causar daños significativos. En su lugar, se debe aplicar ángulo de desmoldeo para garantizar un shut-off adecuado.
En superficies de partición escalonadas, aplique un ángulo de desmoldeo de siete grados o más. Cinco grados debe considerarse como el mínimo.