
Resistencia en la línea de soldadura
Calcule la resistencia de un material en su línea de soldadura
Si bien nos hemos esforzado por predecir el desempeño del material de la manera más precisa y fiable posible, el desempeño real puede diferir. No dude en contactarnos para la verificación de los resultados. Akulon®, Arnite®, Arnitel®, Durethan®, EcoPaXX®, ForTii®, Novamid®, Pocan®, Stanyl®, Tepex® y Xytron™ son marcas registradas de Envalior. Toda la información suministrada por o en nombre de Envalior en relación con sus productos, ya sea en forma de datos, recomendaciones u otro tipo, está respaldada por investigación y, de buena fe, se considera fiable, pero Envalior no asume ninguna responsabilidad ni concede ninguna garantía de ningún tipo, expresa o implícita, incluyendo pero no limitándose a las de titularidad, comerciabilidad, idoneidad para un propósito particular o no infracción o cualquier garantía derivada de un curso de negociación, uso o práctica comercial en relación con la aplicación, procesamiento o uso de la información antes mencionada, o del producto. El usuario asume toda la responsabilidad por el uso de toda la información proporcionada y deberá verificar la calidad y otras propiedades o cualquier consecuencia derivada del uso de dicha información. Los valores típicos son solo indicativos y no deben interpretarse como especificaciones vinculantes. Los colorantes del producto u otros aditivos pueden causar variaciones significativas en los valores típicos.
Información sobre la herramienta
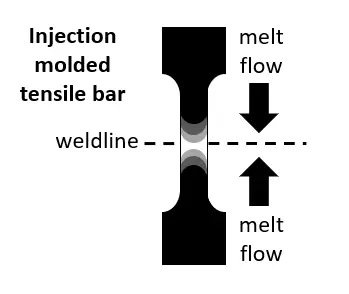
Durante el moldeo por inyección, la geometría de la pieza y los obstáculos al flujo de la masa fundida pueden causar que la masa fundida se separe y se una nuevamente. En esa ubicación se formará una línea de soldadura (o línea de fusión), lo que podría afectar las propiedades mecánicas de la pieza final. Comprender el diseño de la pieza, el diseño del molde y las condiciones de procesamiento puede ayudar a evitar problemas y mejorar la estética de la pieza.



Soluciones de diseño
Las líneas de soldadura ocurren en casi todas las piezas moldeadas por inyección y pueden potencialmente formar zonas débiles. Sin embargo, en muchos casos este riesgo puede mitigarse mediante un diseño adecuado de la pieza o del molde realizado a priori.
Simulación de llenado del molde
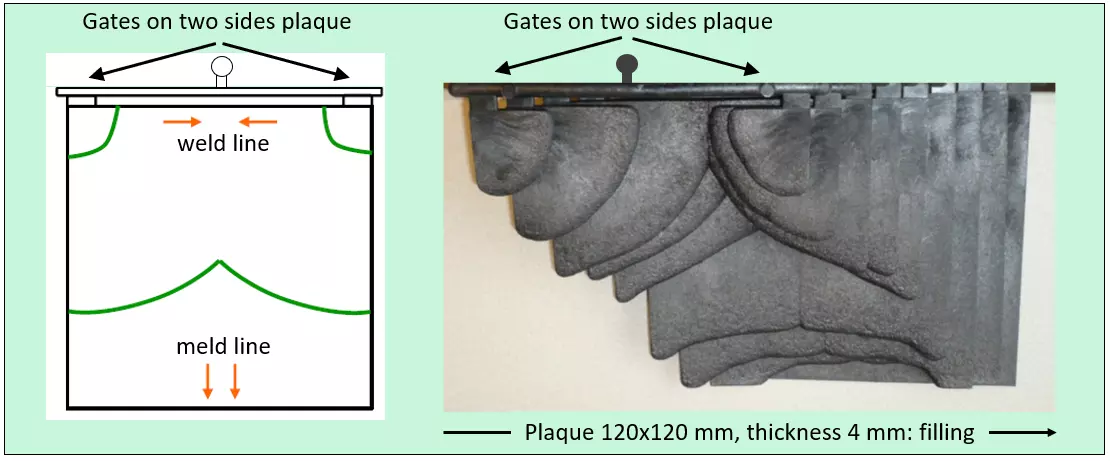
Mediante el desplazamiento de la compuerta y, si es posible, modificando los espesores de pared, se puede influir en la trayectoria del polímero fundido en la cavidad y, con ello, en la posición de la línea de soldadura. Dado que esto implica modificaciones al molde, la eficacia de la medida debe verificarse primero mediante la realización de una simulación de llenado del molde.
El esquema a la derecha muestra un resultado esquemático y experimental de moldeo por inyección de una placa con el propósito de crear tanto una línea de soldadura como una línea de fusión.
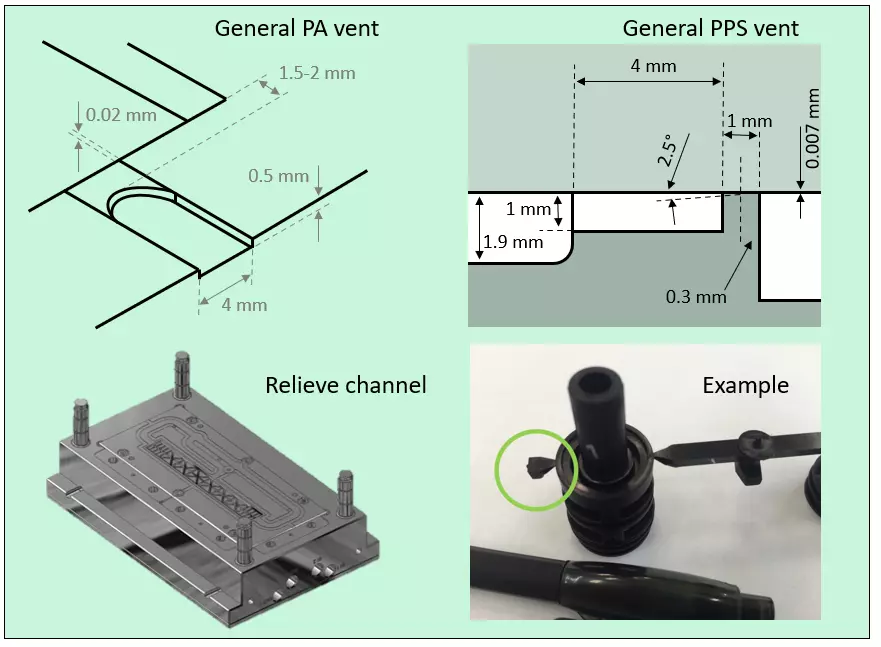
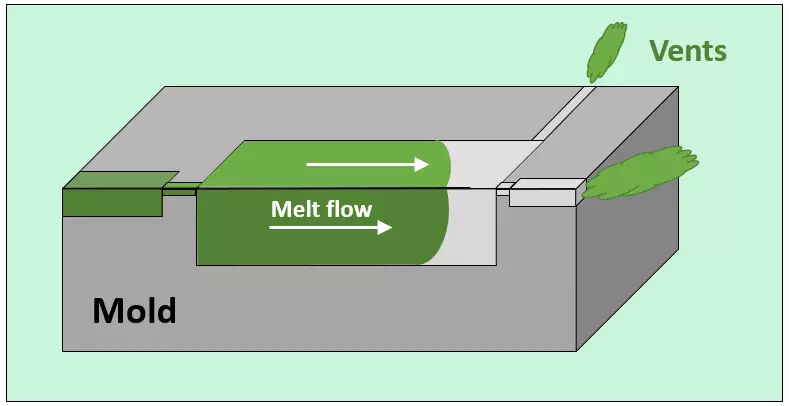
Ubicación de la ventilación
Verifique la ubicación de las ventilaciones para evitar atrapamiento de aire en la ubicación de la línea de soldadura.
- Agregue o cambie la ubicación de la ventilación si es necesario.
- Mejore la ventilación en las áreas afectadas del molde para facilitar el llenado.
- Asegúrese de que las dimensiones de las ventilaciones sean adecuadas para la pieza y el material plástico utilizado.
Número de compuertas
Realice una selección fundamentada entre compuerta de un solo punto o de múltiples puntos. Potencialmente, reubique la compuerta para mejorar las condiciones de flujo. Un aspecto adicional a considerar es el control del tiempo de apertura de las compuertas.
Con una sola compuerta, el diseño del molde es más sencillo, pero la libertad de operación es muy limitada. Disponer de múltiples compuertas no solo modifica el flujo de fusión, sino que también permite la variación en el tiempo de apertura.
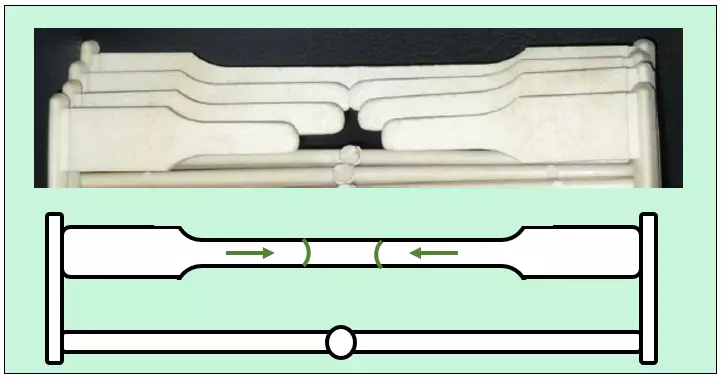
La imagen y el esquema a la derecha muestran un ejemplo de cómo se han moldeado por inyección las probetas de tracción con línea de soldadura. Estas probetas se utilizan para estimar la resistencia de la línea de soldadura, valor proporcionado por esta herramienta.
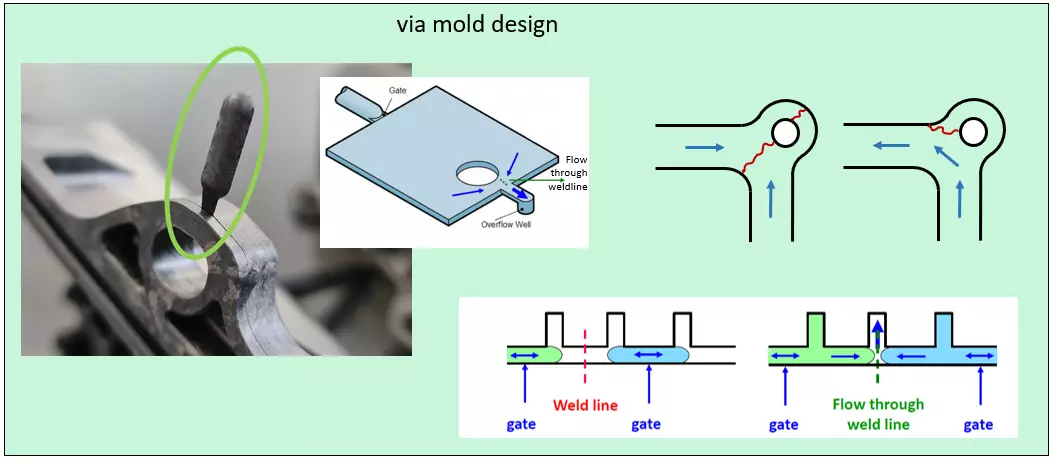
Flujo a través
Genere un flujo a través en la ubicación de la línea de soldadura. Esto puede lograrse de diversas maneras:
- Mediante un rebose (ver imagen): una 'meld-line' es más resistente en comparación con una línea de soldadura frontal.
- A través de part design: Considere (o simule) el flujo del molde de antemano. La asimetría puede ayudar a ubicar zonas críticas lejos de la línea de soldadura.
- Mediante selección de equipo: El moldeo multicomponente (posiblemente con contraflujo) o equipos SCORIM (Shear Controlled Orientation in Injection Molding) accionados por pistón pueden generar un flujo forzado a través de la cavidad.
Soluciones de Procesado
Incluso después de definir el diseño de la pieza y el diseño del molde, aún existen opciones para mejorar las líneas de soldadura. Revise las siguientes sugerencias para la resolución de problemas o contacte a uno de nuestros expertos.

Control de presión
- Optimice el punto de conmutación a presión de mantenimiento: poco antes de alcanzar el llenado volumétrico (aproximadamente 98 % del nivel de llenado), cambie a presión de mantenimiento.
- Mayor presión de mantenimiento (mejor compensación del encogimiento en la línea de soldadura)
Respiraderos
La ventilación es esencial en piezas moldeadas por inyección, y especialmente para la calidad de las líneas de soldadura. Si no se pueden modificar el número de respiraderos, su ubicación o dimensiones, sigue siendo importante verificar que todos los respiraderos estén limpios y funcionen correctamente.
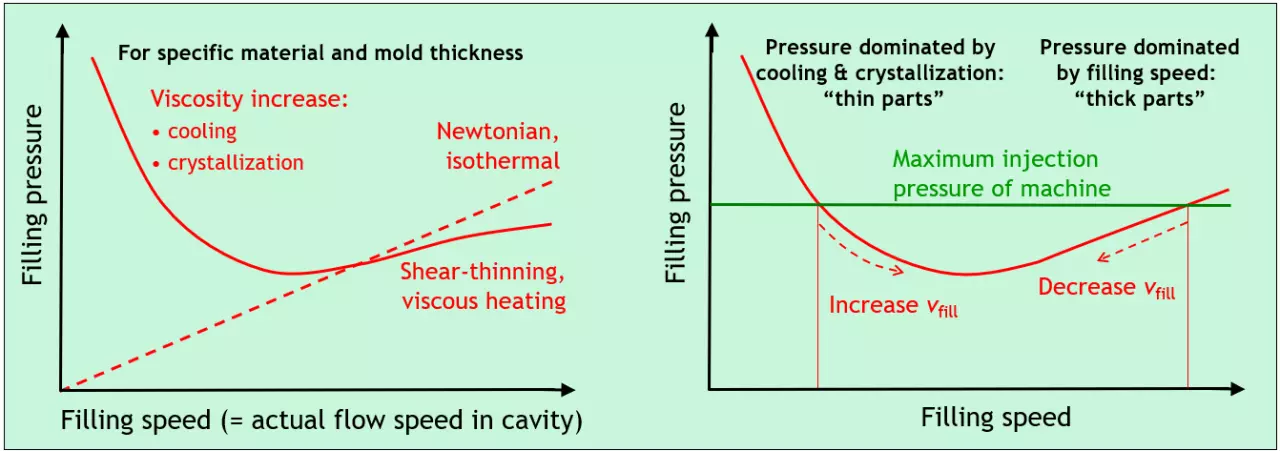
Velocidad de llenado
La velocidad de llenado es un parámetro importante en el moldeo por inyección y está estrechamente correlacionada con la presión de llenado (ver los gráficos a la derecha).
A menudo se pueden lograr mejoras en relación con las líneas de soldadura aumentando la velocidad de inyección para evitar el enfriamiento prematuro. Sin embargo, si se presentan problemas de desgasificación en la zona de la línea de soldadura, la velocidad de inyección debe reducirse.
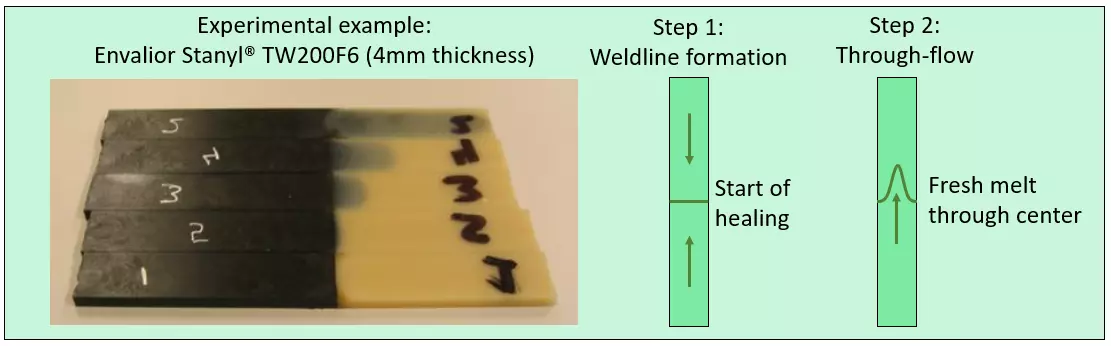
Patrón de flujo
- Modificar el patrón de flujo puede ajustar la ubicación de la línea de soldadura a una zona menos crítica de la pieza.
- Inyección en cascada: Usando inyección en cascada (para múltiples compuertas) es posible aumentar el área superficial en la ubicación de la línea de soldadura, creando así una conexión más fuerte entre los dos frentes de fusión.
La imagen de la izquierda muestra un ejemplo utilizando frentes de fusión del mismo material con y sin colorante.
Control de temperatura
- Aumentar la temperatura de fusión/moldeo para lograr una mejor curación.
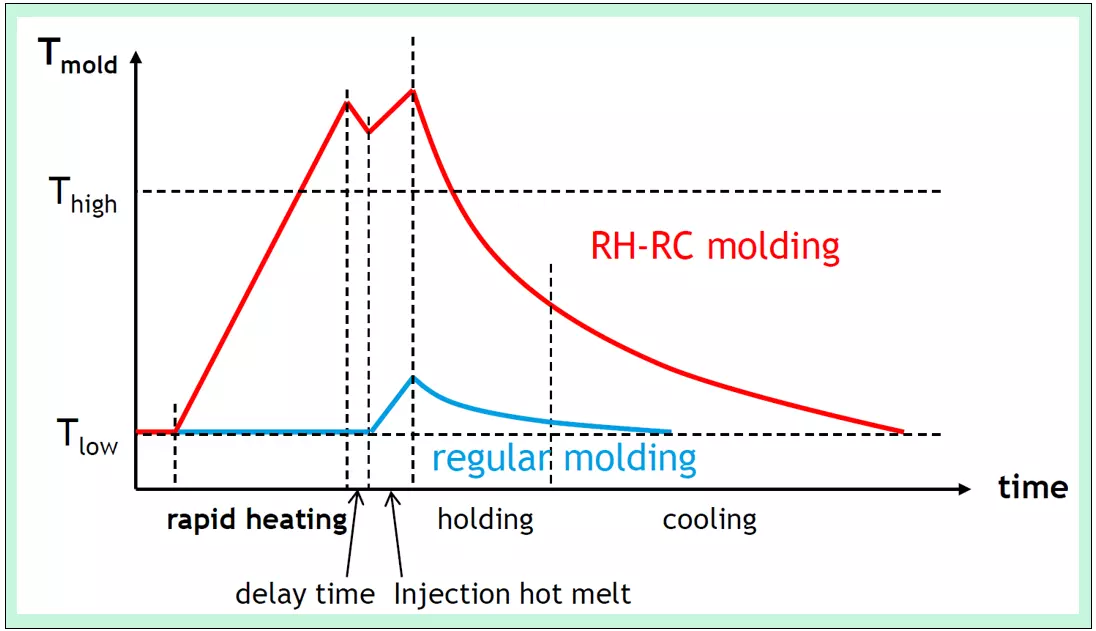
- Moldeo a calentamiento/enfriamiento rápido (Rapid-heat rapid-cool molding): En contraste con el moldeo convencional, en el proceso RH-RC el molde se calienta a una temperatura mayor, lo que mejora el flujo del fundido. Tras la inyección, se requiere un periodo de enfriamiento más prolongado. Este método puede mejorar la calidad de la línea de soldadura, aunque requiere algo más de tiempo de procesamiento.