

Ângulo de extração
As superfícies da peça paralelas à direção de extração do molde devem ser inclinadas para facilitar a extração da peça após a moldagem.
Ângulo de desmoldagem
Função
Uma vez que os termoplásticos contraem à medida que arrefecem, estes aderem aos núcleos ou formas macho do molde. Isto dificulta a extração e pode provocar marcas de atrito na peça. Para facilitar a extração, as superfícies das peças paralelas à direção de abertura do molde requerem um ângulo ou desmoldagem. Este desmoldagem permite que a peça se liberte criando uma folga assim que o molde começa a abrir. A quantidade de desmoldagem necessária depende de vários fatores:
- Contração do material – Alguns materiais contraem mais do que outros. Regra geral, quanto maior a contração, maior deverá ser o ângulo de desmoldagem para evitar problemas de extração.
- Altura e geometria da parede ou do elemento – Uma nervura simples e baixa com desmoldagem insuficiente causa menos problemas do que uma parede cilíndrica alta.
- Textura da superfície – Uma superfície polida exige um ângulo de desmoldagem menor do que uma superfície texturada.
- Requisitos estéticos – Marcas de atrito podem não ser um problema relevante numa peça técnica "escondida" numa montagem; contudo, na capa exterior do conjunto, podem ser totalmente inaceitáveis.
Dimensionamento do ângulo de desmoldagem
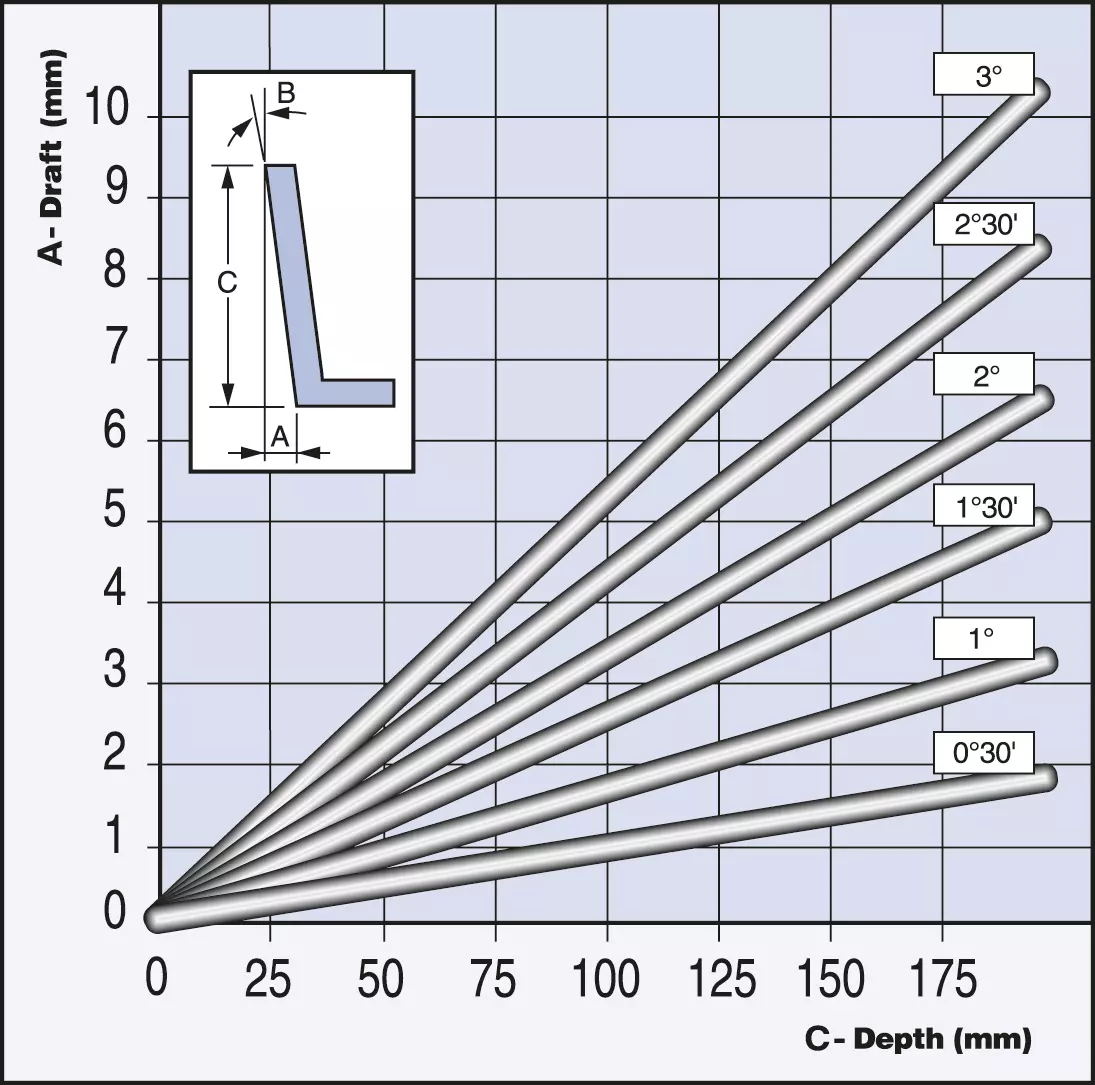
Considerando os fatores acima, a orientação para a dimensão do ângulo de desmoldagem é a seguinte (ver Figura 1):
- Normalmente, recomenda-se um desmoldagem entre um e três graus.
- Para superfícies não texturadas, geralmente recomenda-se um mínimo de 0,5 grau de desmoldagem por lado.
- Para paredes laterais texturadas, utilize um acréscimo de 0,4 grau de desmoldagem adicional por cada 0,1mm de profundidade da textura.
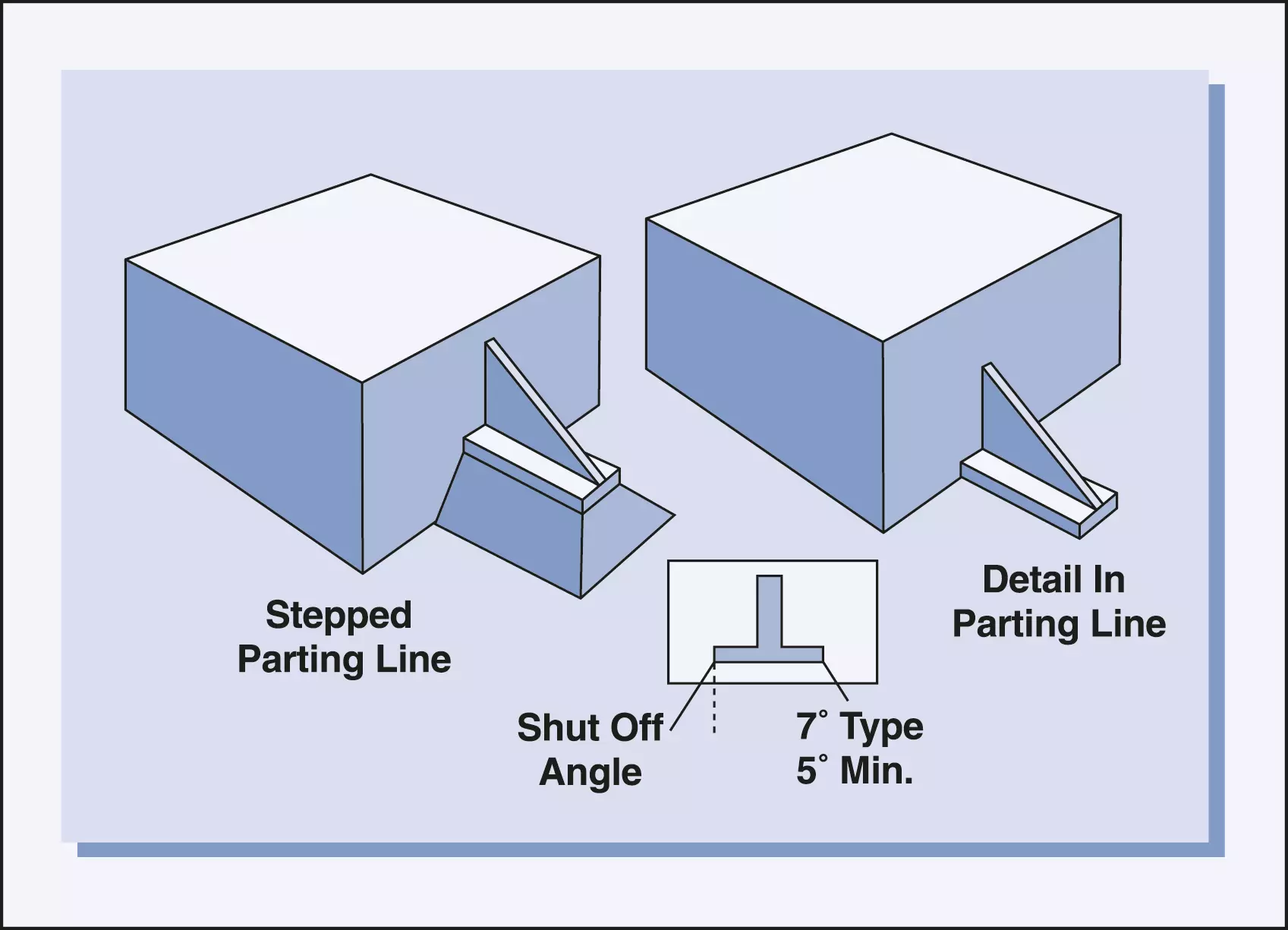
Desmoldagem para shut-off
A configuração de molde mais simples é aquela em que o plano de partição dos semimoldes é uma superfície plana e perpendicular à direção de abertura (ver Figura 2). Esta configuração também oferece a forma mais fácil de garantir que não existe folga entre as duas metades do molde quando estas estão fechadas. Afinal, a força de fecho da máquina de moldagem por injeção atua perpendicularmente ao plano de divisão. No entanto, nem sempre é possível ou vantajoso manter o plano de divisão plano.
No caso de uma linha de divisão escalonada, a linha de divisão salta de um nível para outro. A superfície necessária para unir estes níveis é denominada shut-off, pois é onde as metades do molde se fecham uma contra a outra. O shut-off nunca deve ser exatamente paralelo à direção de extração, pois isso provoca atrito e leva ao desgaste da ferramenta ao longo do tempo. No pior cenário, o desalinhamento durante o fecho do molde pode causar danos significativos. Em vez disso, deve-se aplicar ângulo de extração para garantir o shut-off correto.
Em superfícies de divisão escalonadas, aplique um ângulo de extração de sete graus ou mais. Cinco graus deve ser considerado o mínimo.