
Furos
Um furo numa peça pode desempenhar várias funções, incluindo servir como ponto de fixação, permitir a passagem de outros componentes e reduzir o peso da peça.
Formato do furo
O formato de furo mais conveniente é o furo circular. O pino de núcleo necessário é um componente comum disponível em diversos tamanhos e materiais. O uso de pinos de núcleo oferece também alguma flexibilidade, pois substituir um pino de núcleo por um ligeiramente maior ou menor geralmente requer apenas alterações mínimas na ferramenta.
Obviamente, nem sempre os furos são circulares, nem precisam de o ser. Furos com formatos diferentes podem ser obtidos utilizando núcleos personalizados.
Direção do furo
Do ponto de vista da fabricação de ferramentas, é mais fácil criar um furo cujo eixo está paralelo à direção de extração da ferramenta. A construção simples de um núcleo estático torna-o resistente, de baixa manutenção e relativamente económico.
Furos com um eixo que não é paralelo à direção de abertura do molde são normalmente feitos utilizando pinos retráteis ou ferramentas divididas. Os pinos de núcleo devem ser polidos e incluir ângulo de saída para facilitar a extração. Em alguns casos, é possível evitar núcleos retráteis: se o desenho da peça permitir um ângulo extremo na parede, um furo perpendicular à direção de extração pode ser formado pelo núcleo estático principal.
Profundidade do furo
Um furo pode ser passante ou cego. Um furo passante atravessa completamente a parede da peça, ou seja, tem abertura em ambos os lados. Um furo cego, por outro lado, tem uma profundidade específica e não atravessa para o outro lado da peça.
Se o furo é passante ou não faz uma grande diferença do ponto de vista de fabrico. Caso seja passante, o núcleo pode ser apoiado em ambas as extremidades. Quanto mais longo e/ou fino for o núcleo, mais importante é essa condição. Um núcleo apoiado dos dois lados tem menor probabilidade de dobrar ou mesmo partir durante o processo de moldação por injecção.
Quando o material fundido flui em redor de um pino de núcleo durante a moldação por injecção, surge uma linha de solda no lado oposto ao primeiro contacto com o núcleo. Se as linhas de solda não forem admissíveis devido a requisitos de resistência ou aparência, os furos podem ser parcialmente moldados para facilitar a furação numa operação pós-moldação.
Dimensionamento de furos
Como mencionado acima, o comprimento do pino de núcleo, e consequentemente a profundidade do furo, é limitado pela capacidade do pino de núcleo de suportar qualquer deflexão imposta pela massa fundida durante a fase de injecção. Furos passantes podem ser mais longos do que furos cegos porque o núcleo pode ser apoiado em ambos os lados da cavidade do molde. Seguem-se algumas diretrizes gerais para dimensionamento de furos:
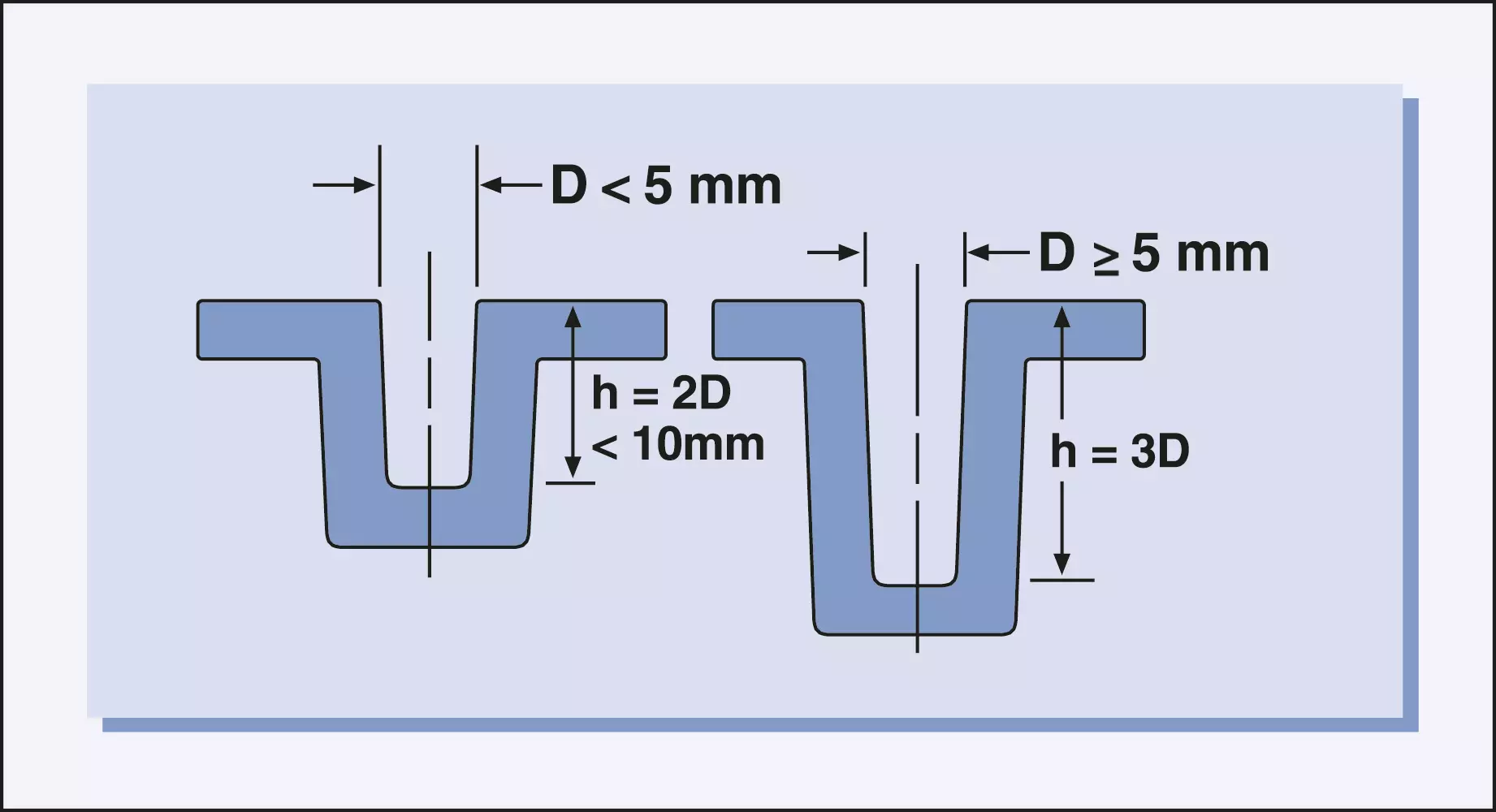
- A profundidade de um furo cego não deve exceder três vezes o diâmetro do furo (ver Figura 1).
- Para furos de diâmetro inferior a 5 mm, a razão profundidade/diâmetro do furo é 2.
Recomendações para concepção de furo cegorecomendações de design para furos cegos
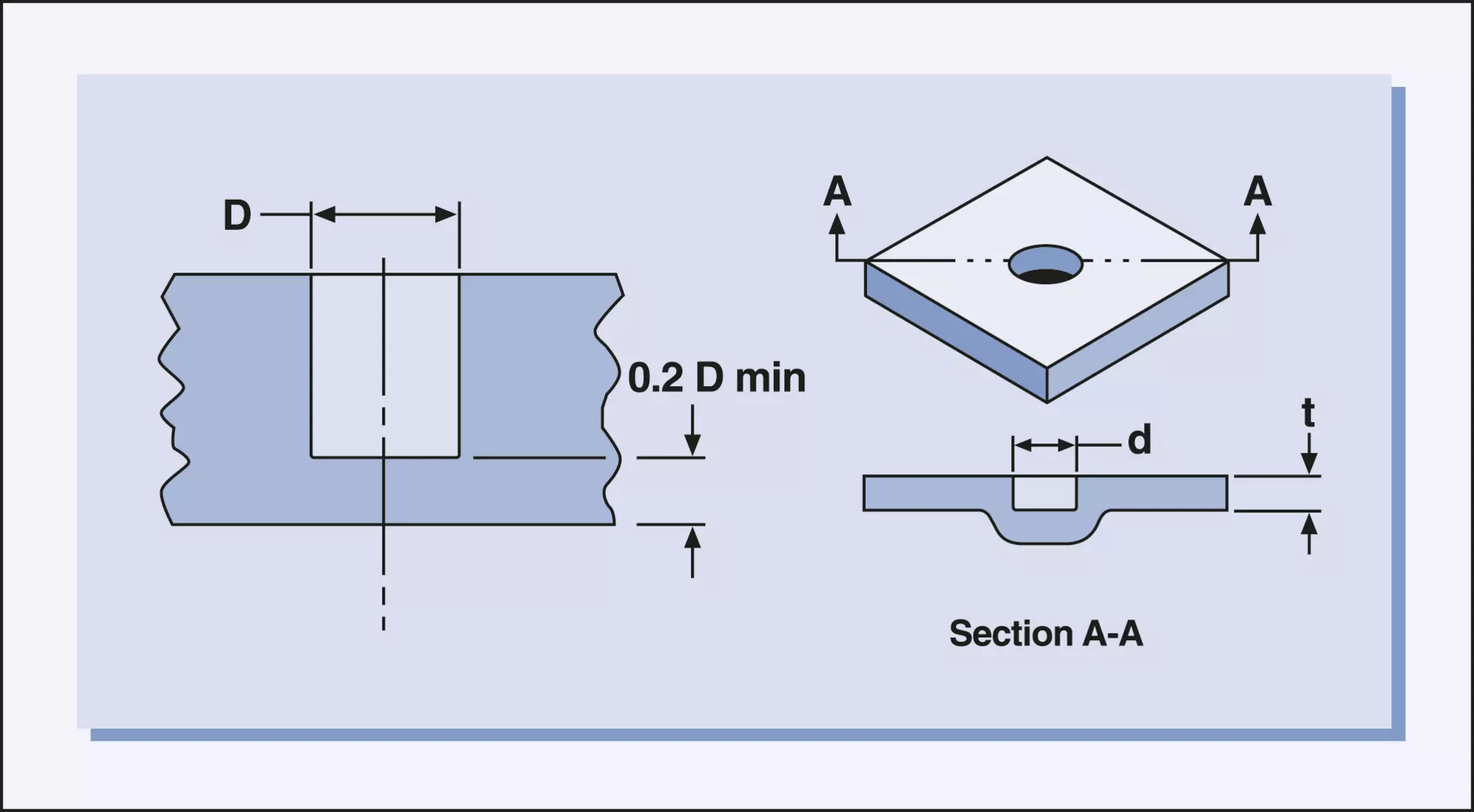
Para furos cegos, a espessura do fundo deve ser superior a 20% do diâmetro do furo para eliminar defeitos de superfície no lado oposto. Quanto mais uniforme for a espessura da parede, melhor o desempenho (ver Figura 2).
Furos passantes
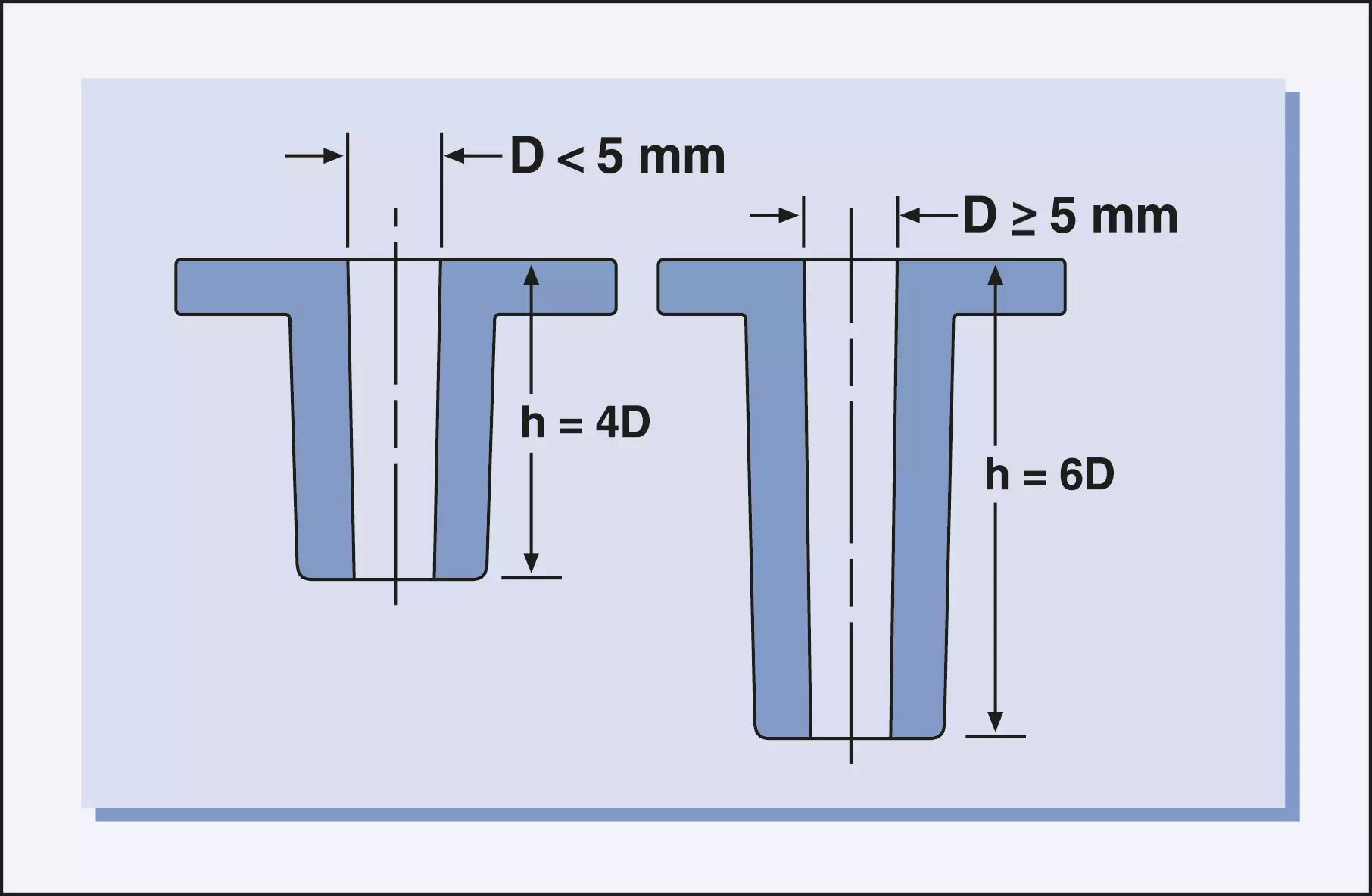
Para furos passantes, o comprimento de um determinado núcleo pode ser até duas vezes o de um furo cego (ver Figura 3).
Em situações nas quais sejam necessários núcleos ainda mais extensos, é fundamental realizar um projeto cuidadoso da ferramenta para garantir uma distribuição equilibrada da pressão sobre o núcleo durante o enchimento, limitando a deflexão.
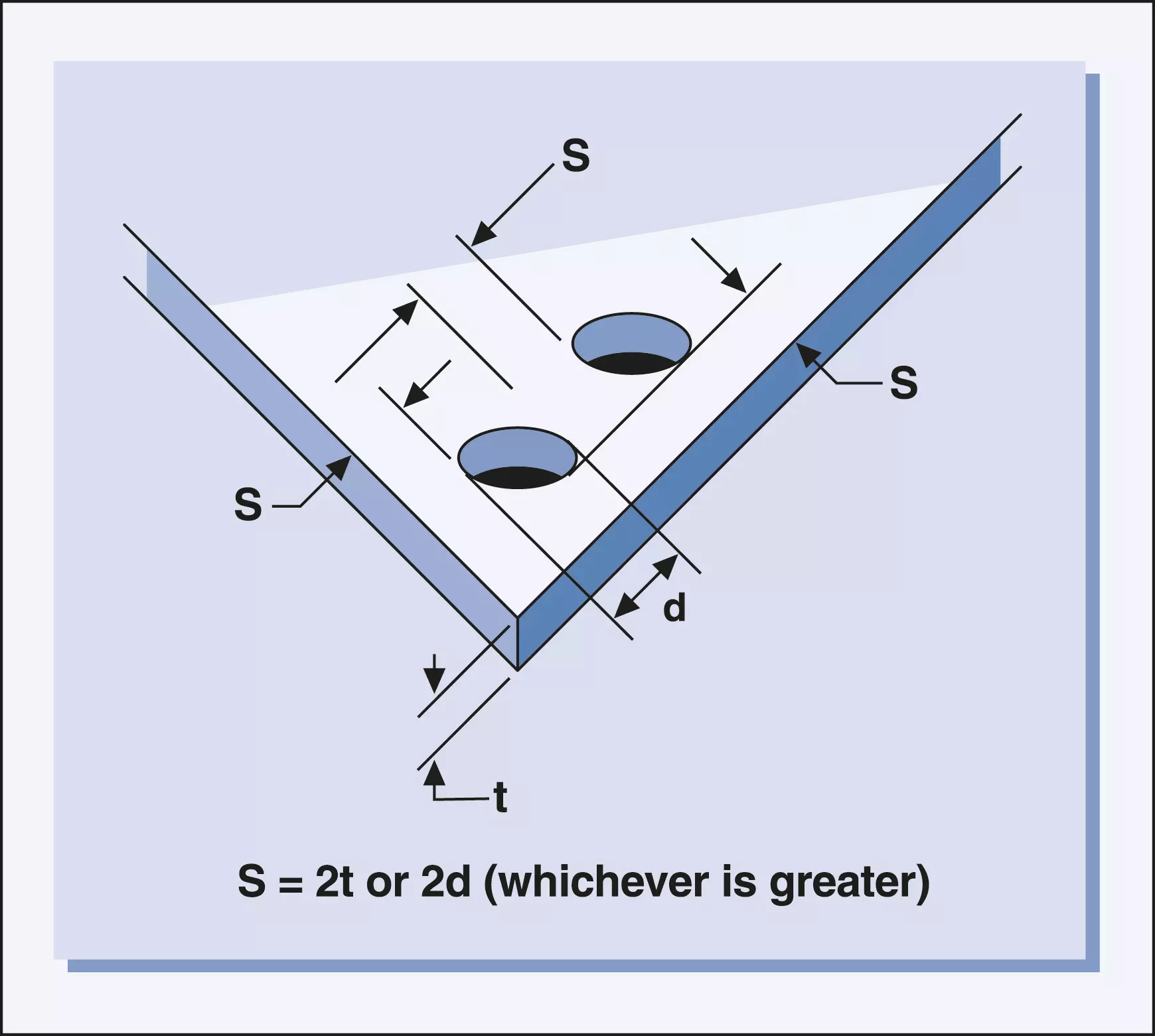
Dimensões mínimas de espaçamento entre furos
A distância entre dois furos, ou entre um furo e a borda da peça, deve ser de pelo menos duas vezes a espessura da peça ou duas vezes o diâmetro do furo, consoante o valor maior (ver Figura 4).