
Resistência da linha de soldadura
Calcule a resistência de um material na sua linha de soldadura
Embora nos tenhamos empenhado em prever o desempenho do material com a maior precisão e fiabilidade possível, o desempenho real pode diferir. Não hesite em contactar-nos para validação dos resultados. Akulon®, Arnite®, Arnitel®, Durethan®, EcoPaXX®, ForTii®, Novamid®, Pocan®, Stanyl®, Tepex® and Xytron™ são marcas registadas da Envalior. Toda a informação fornecida pela Envalior, ou em seu nome, relativa aos seus produtos, seja na forma de dados, recomendações ou outro, baseia-se em investigação e, de boa-fé, é considerada fidedigna, mas a Envalior não assume qualquer responsabilidade nem presta quaisquer garantias de qualquer tipo, expressas ou implícitas, incluindo, mas não limitado, àquelas relativas a titularidade, comerciabilidade, adequação a um fim específico ou não infração, nem qualquer garantia resultante de prática comercial, uso ou costume relativamente a aplicação, processado ou utilização das informações ou produtos anteriormente mencionados. O utilizador assume toda a responsabilidade pela utilização de todas as informações fornecidas e deverá verificar a qualidade e outras propriedades ou quaisquer consequências resultantes dessa utilização. Os valores típicos apresentados são apenas indicativos e não constituem especificações vinculativas. Os colorantes presentes no produto ou outros aditivos podem provocar variações significativas nos valores típicos.
Informação da ferramenta
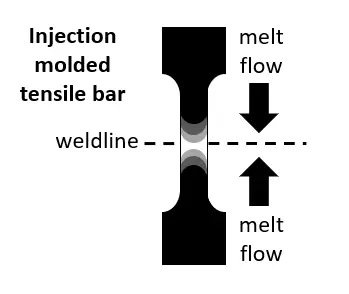
Durante o processo de injeção, a geometria da peça e obstáculos ao fluxo do material fundido podem causar a separação e posterior reunião do polímero. Neste local forma-se uma linha de soldadura (ou linha de fusão), que pode comprometer as propriedades mecânicas do componente final. Um entendimento aprofundado do design da peça, conceção do molde e condições de processamento permite evitar problemas e melhorar o aspeto final do componente.



Soluções de Projeto
As linhas de soldadura ocorrem em praticamente todas as peças moldadas por injeção e podem originar pontos frágeis. Contudo, em muitos casos este risco pode ser mitigado através de um correto projeto prévio da peça ou do molde.
Simulação do enchimento do molde
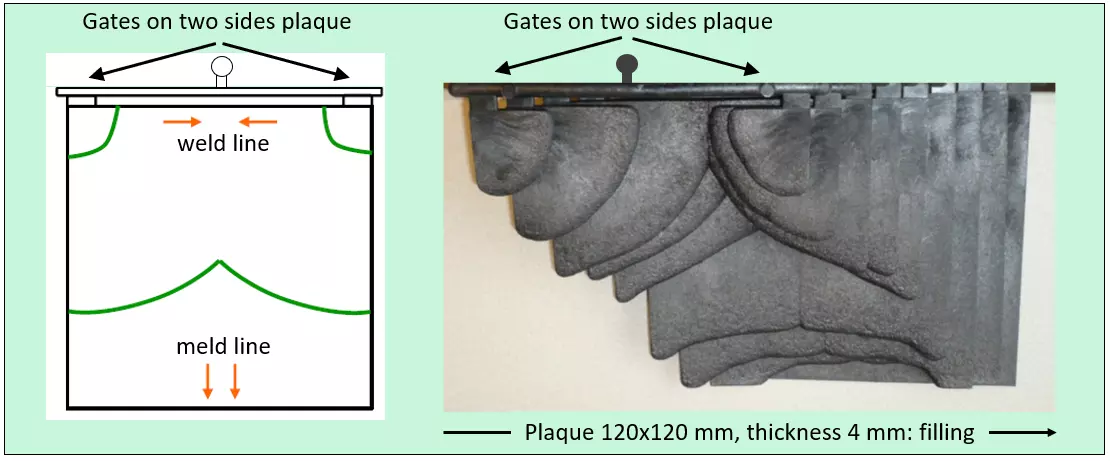
Ao reposicionar o ponto de injeção (gate) e, se possível, alterando as espessuras da parede, pode influenciar-se o trajeto do polímero na cavidade e, consequentemente, a localização da linha de soldadura. Uma vez que esta modificação acarreta alterações no molde, a eficácia da medida deve ser verificada primeiramente através de uma simulação do enchimento do molde.
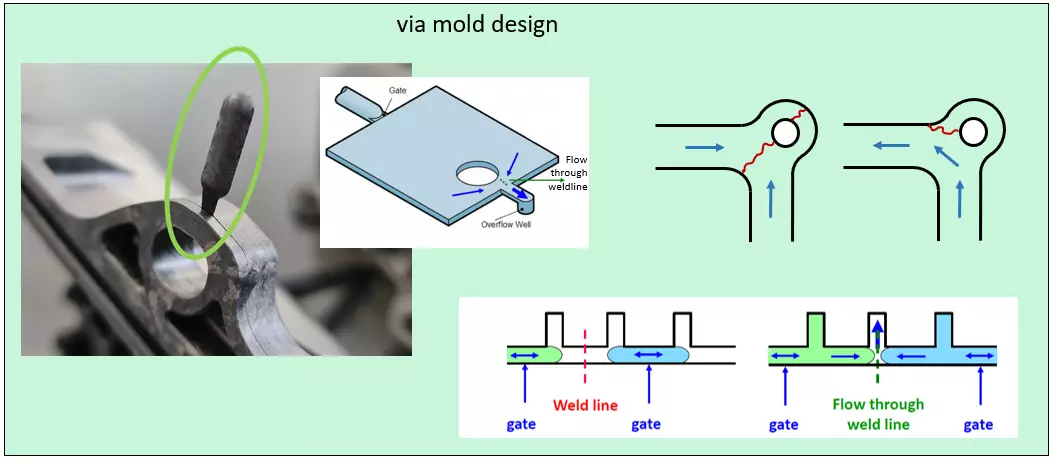
O esquema à direita apresenta um resultado esquemático e experimental do processo de injeção de uma placa, com o objetivo de criar tanto uma linha de soldadura como uma linha de fusão.
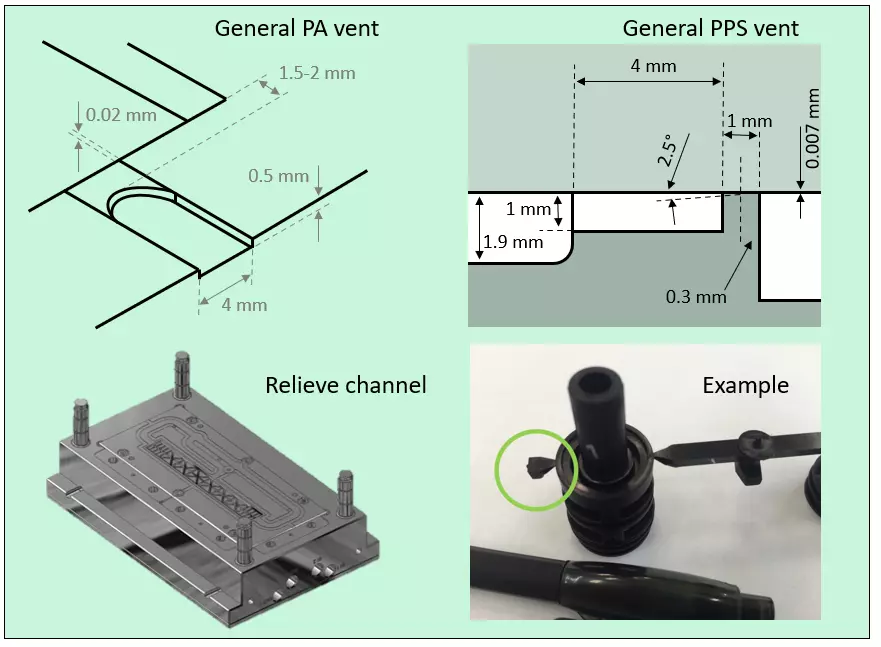
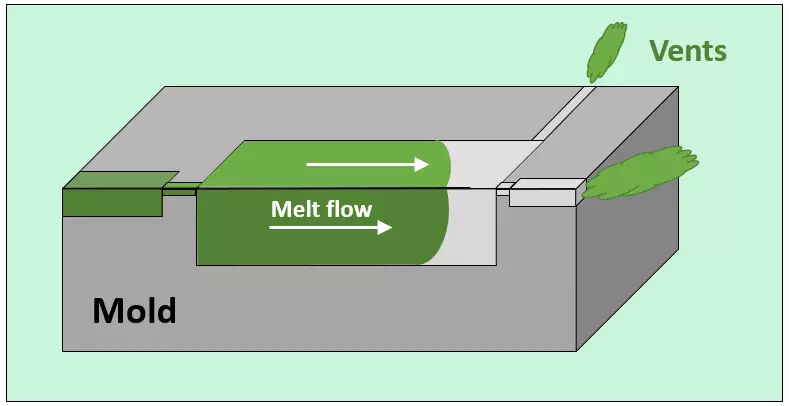
Localização dos respiros
Validar a localização da ventilação para evitar aprisionamento de ar na zona da linha de soldadura.
- Adicione/alterar a localização da ventilação se necessário.
- Melhore a ventilação nas áreas afetadas do molde para facilitar o enchimento.
- Assegure que as dimensões da ventilação são adequadas à peça e ao polímero utilizado.
Número de pontos de injeção
Faça uma escolha consciente entre injeção por ponto único ou múltiplos pontos. Potencialmente, desloque o ponto de injeção para melhorar as condições de fluxo. Um aspeto adicional a considerar é controlar o sincronismo dos pontos de injeção.
Com um ponto de injeção, o design da ferramenta é mais simples, mas a liberdade operacional é muito limitada. Vários pontos de injeção não só alteram o escoamento do fundido, como também permitem a variação do sincronismo.
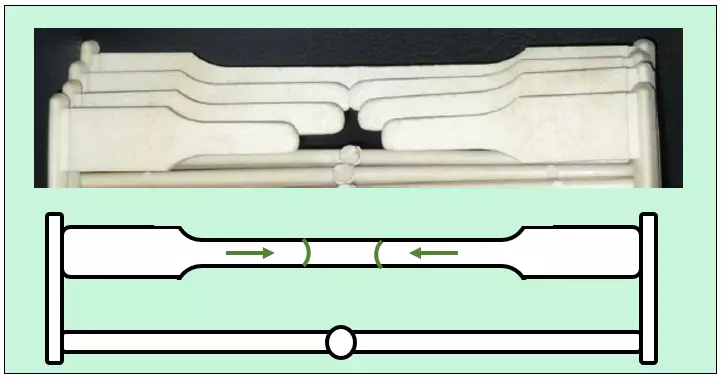
A imagem e o esquema à direita mostram um exemplo de como as barras de tração com linha de soldadura foram moldadas por injeção. Estas barras são usadas para estimar a resistência da linha de soldadura, fornecida por esta ferramenta.
Fluxo contínuo
Crie fluxo contínuo na zona da linha de soldadura. Isto pode ser conseguido de várias formas:
- Via um overflow (ver imagem): Uma 'meld-line' apresenta maior resistência comparativamente a uma linha de soldadura frontal.
- Via parte design: Considere (ou simule) antecipadamente o fluxo de molde. A assimetria pode ajudar a posicionar locais críticos longe da linha de soldadura.
- Através da escolha do equipamento: A moldação multi-componente (possivelmente com contrafluxo) ou equipamentos SCORIM acionados por pistão (Shear Controlled Orientation in Injection Molding) podem criar um fluxo forçado.
Soluções de Processamento
Mesmo quando o design da peça e do molde estão definidos, ainda existem opções para melhorar as linhas de soldadura. Consulte abaixo para inspiração no diagnóstico de problemas ou contacte um dos nossos especialistas!

Controlo de pressão
- Otimize o ponto de transição para a pressão de manutenção: pouco antes de atingir o enchimento volumétrico (aproximadamente 98% do nível de enchimento), alterne para a pressão de manutenção.
- Maior pressão de manutenção (melhor compensação do encolhimento na linha de soldadura)
Válvulas de ventilação
A ventilação é fundamental para peças moldadas por injeção, especialmente para a qualidade das linhas de soldadura. Se o número de válvulas, as suas localizações e dimensões não puderem ser alterados, é ainda assim importante verificar se todas as válvulas estão limpas e funcionam conforme pretendido.
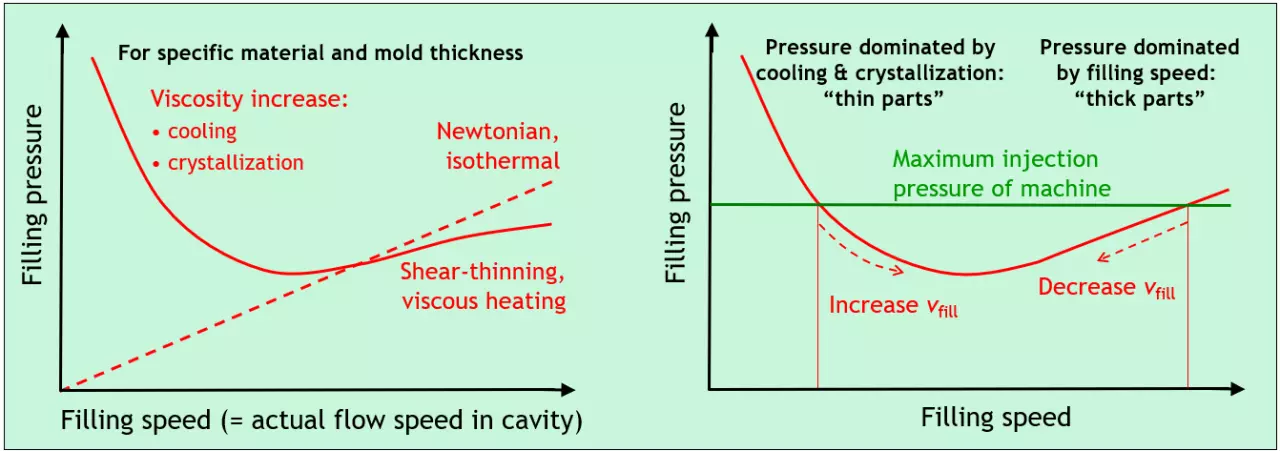
Velocidade de enchimento
A velocidade de enchimento é um parâmetro importante para o processo de injeção e está intimamente correlacionado com a pressão de enchimento (ver gráficos à direita).
Melhorias em relação às linhas de soldadura podem ser frequentemente obtidas ao aumentar a velocidade de injeção para evitar o arrefecimento prematuro. Contudo, se houver problemas de desgasificação na área da linha de soldadura, a velocidade de injeção deve ser reduzida.
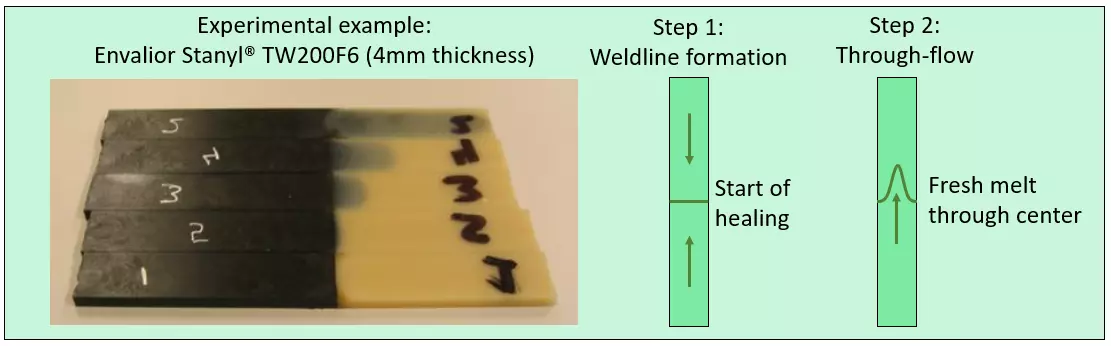
Padrão de fluxo
- Alterar o padrão de fluxo pode posicionar a linha de soldadura numa área menos crítica da peça.
- Injeção em cascata: Ao utilizar a injeção em cascata (com múltiplos canais de injeção) é possível aumentar a área de superfície na zona da linha de soldadura, criando assim uma ligação mais forte entre as duas frentes de fusão.
A imagem à esquerda apresenta um exemplo utilizando frentes de fusão do mesmo material com e sem corante.
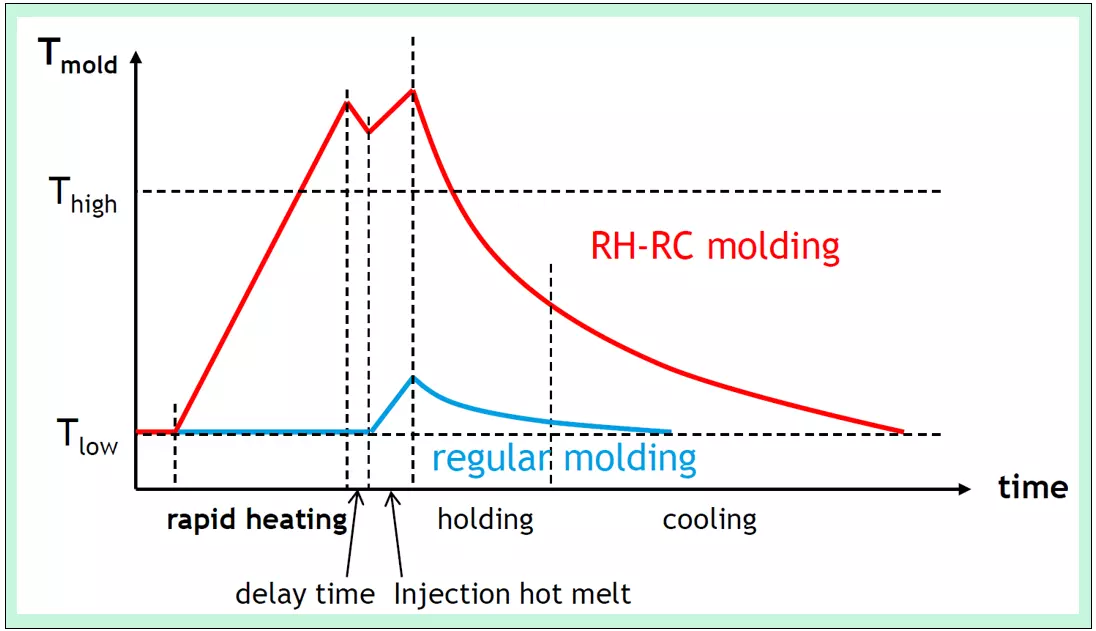
Controlo de temperatura
- Aumentar a temperatura de fundição/molde para obter uma melhor cicatrização.
- Moldação rapid-heat rapid-cool: Ao contrário da moldação convencional, na moldação RH-RC o molde é aquecido a uma temperatura mais elevada, o que melhora o escoamento do fundido. Após a injeção, é necessário um período de arrefecimento mais longo. Este método pode melhorar a qualidade da linha de soldadura, no entanto, implica um tempo de ciclo superior.