

Envalior
Bosses
A boss is mostly a cylindrical protrusion on a part that can act as a positioning aid, a fixation point or a bearing surface.
Bosses
Function
A boss is a cylindrical protrusion placed on a part’s wall. A boss can have various functions, such as the following:
- Positioning aid – To help align parts during assembly; for example, a pin on one part will fit a hole in the other part.
- Fixation point – In the example mentioned above, the pin and hole can have a press fit. Friction between the two keeps the parts fixed. A boss can also be a tubular protrusion that can accommodate self-tapping screws to fix other parts.
- Bearing surface – A cylindrical protrusion can act as a bearing for another part; for example, a lever or a gear to rotate about.
Boss dimensioning
The embodiment and dimensions of a boss depend on its function. It should fit neighboring or fixation parts and, if applicable, be able to bear loading. However, manufacturability and aesthetics should also be considered: thick sections need to be avoided as these can lead to an increased injection molding cycle time, non-uniform shrinkage, sink marks and molded-in stresses. If the boss is to be used to accommodate self-tapping screws or inserts, the wall section must be controlled to avoid excessive hoop stress in the boss.
General recommendations regarding boss dimensions include the following (see Figure 1):
- The wall thickness of a boss should be less than 75% of the general wall thickness.
- A radius of 25% of the general wall thickness or 0.4 mm should be applied at the base of the boss to avoid stress concentration.
- A minimum draft of 0.5 degrees is required on the outer surface of the boss to facilitate release from the mold on ejection.
- In case of a tubular boss, the risk of sink marks can be reduced by extending the core pin so that it slightly penetrates the wall the boss is placed on. Moreover, a minimum radius of 0.25 mm should be applied to the edge of the core pin to reduce material turbulence during filling and to help keep stresses to a minimum.
- A minimum draft of 0.25 degrees is required on the inner surface of a tubular boss for ejection and or proper engagement with a fastener.
- Self-tapping fasteners for thermoplastics will often come with specific boss design recommendations; check the suppliers website or documentation.
The strength of a boss doesn’t only have to come from its wall thicknessk, it can also be increased by adding gussets (see Gussets) or by connecting it to a sidewall by adding a rib. In that case:
- Bosses adjacent to external walls should be positioned a minimum of 3 mm from the surface (see Figure 2) to avoid local material accumulation.
- Regarding spacing between bosses, a minimum distance of twice the nominal wall thickness should be used (see Figure 3).
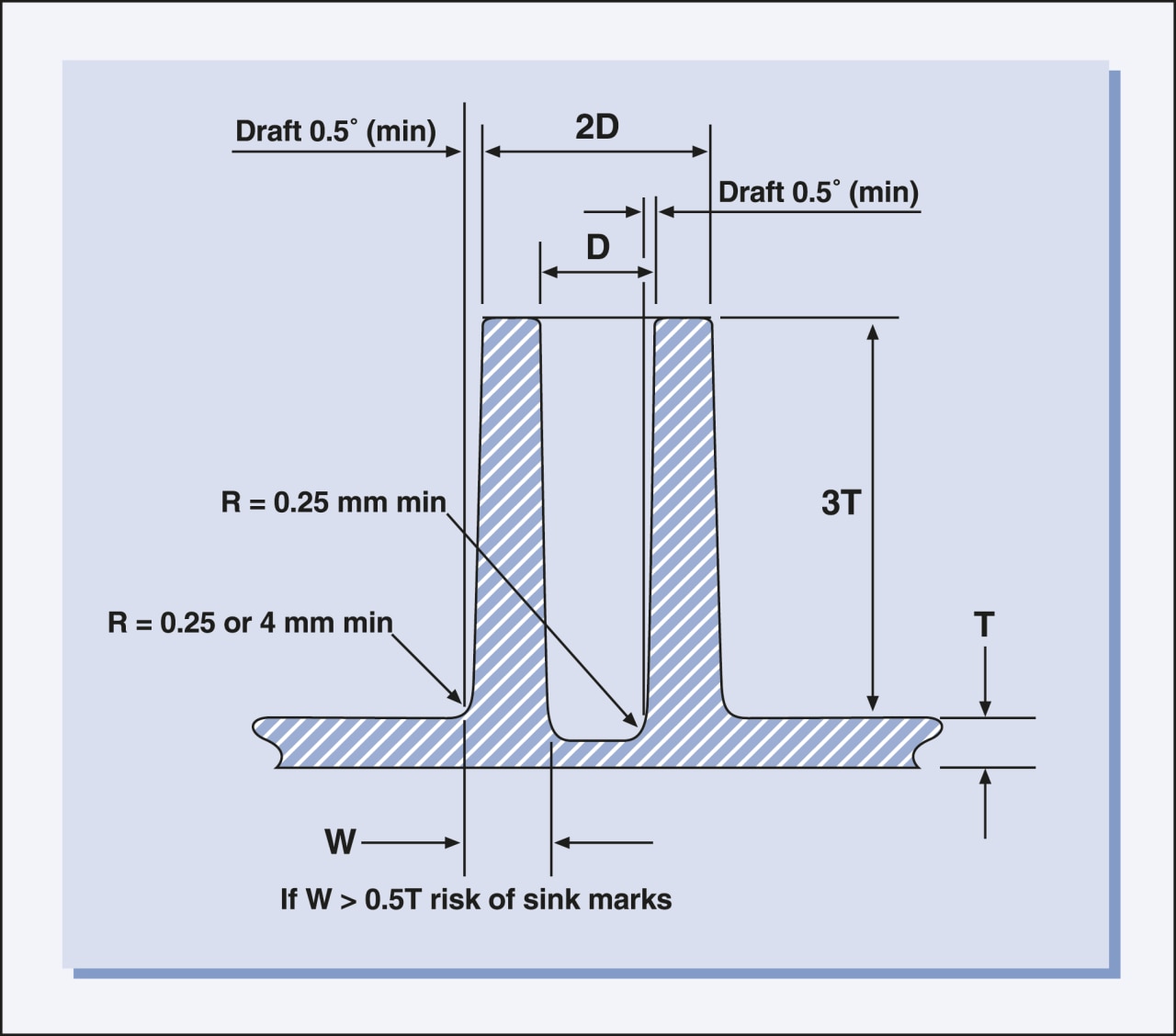
Figure 1 - Proper boss design.
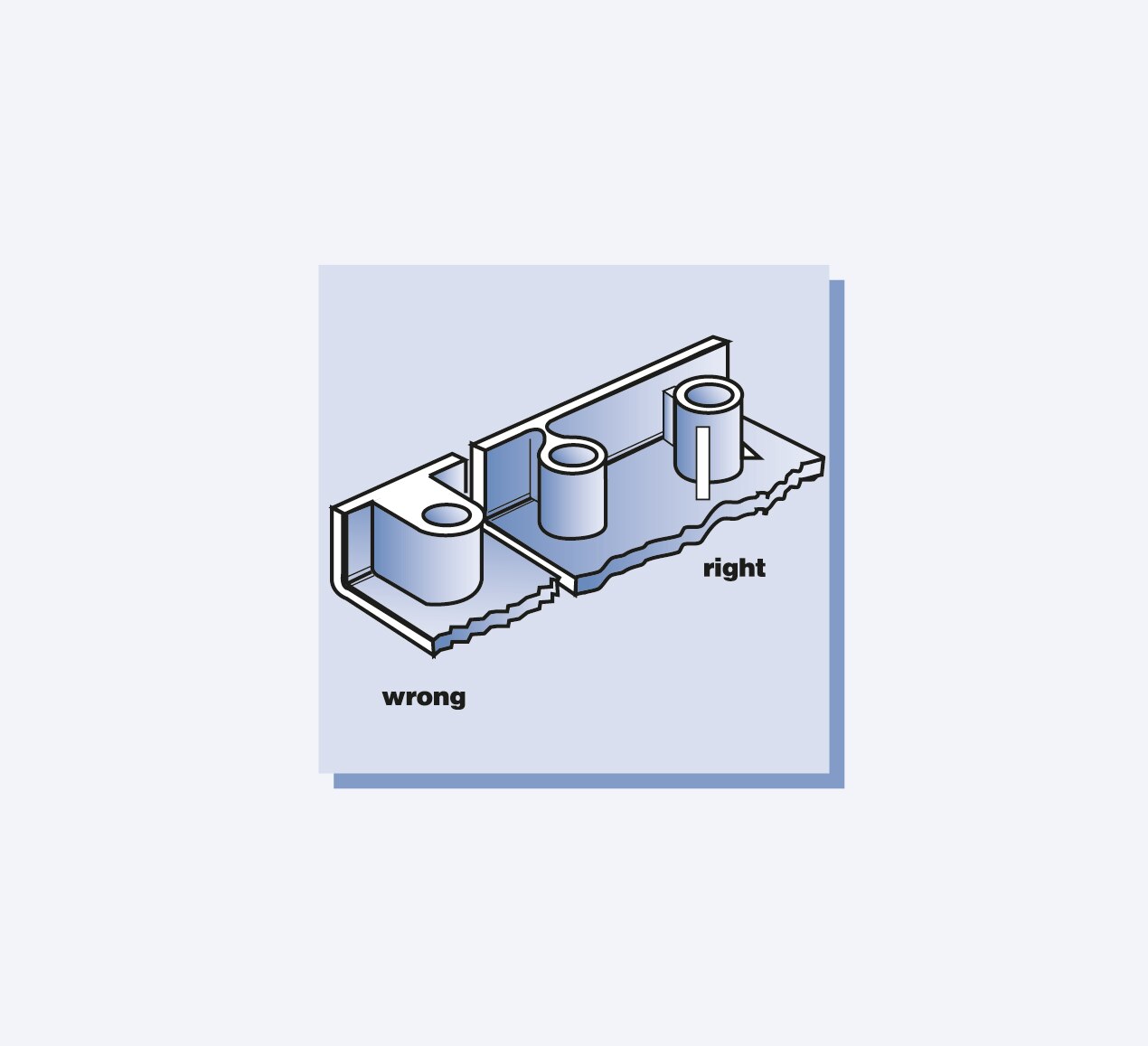
Figure 2 - Correct positioning of bosses
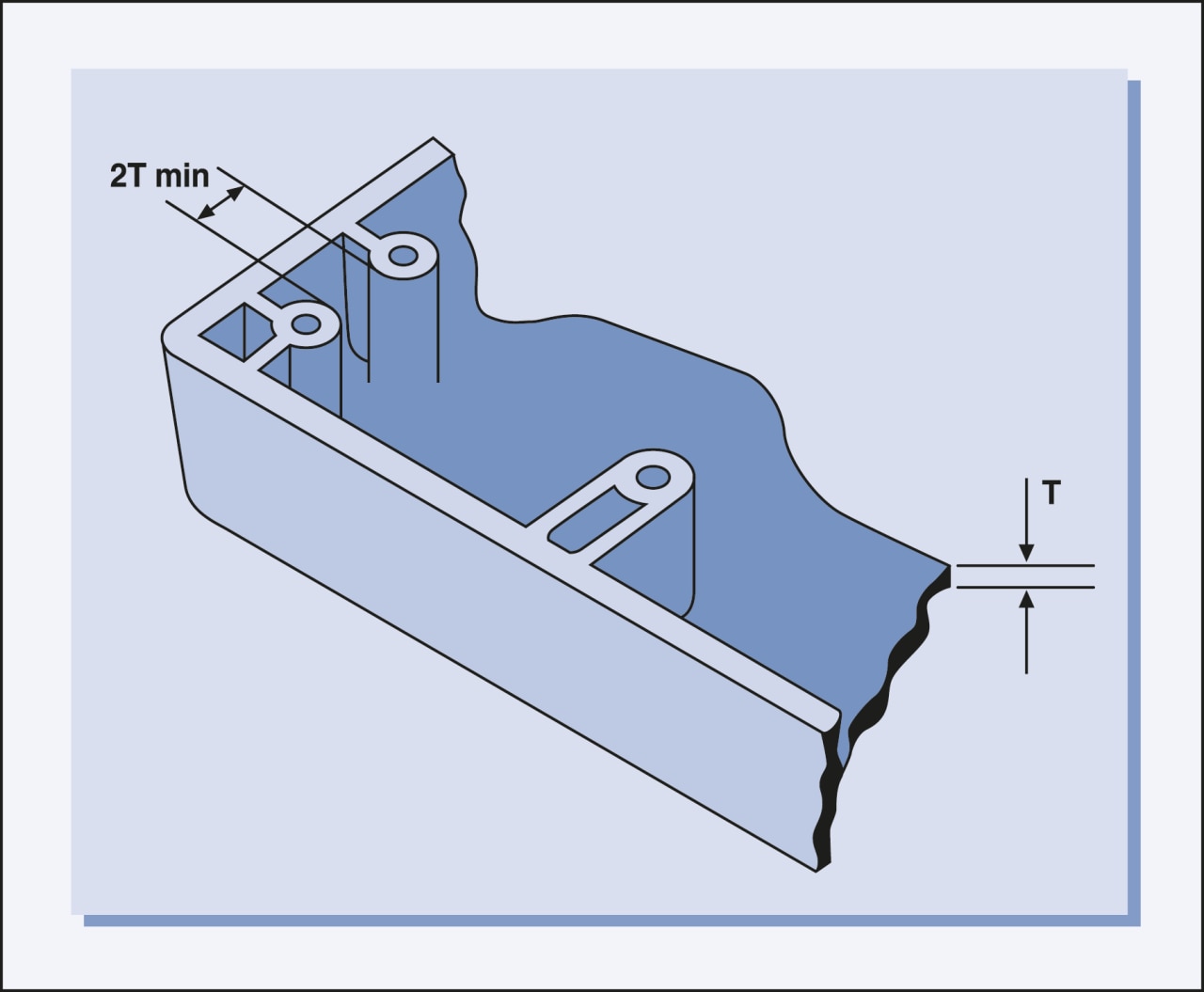
Figure 3 - Boss Spacing