

Envalior
Undercuts
If a part has an undercut, it means that it can’t be ejected from the mold without taking specific measures regarding tool construction or additional operations during the molding cycle.
Undercuts
Meaning
An undercut refers to part features that prevent straight ejection at the parting line. Undercuts cause mold complexity and therefore lead to higher mold construction and maintenance costs. If possible, it’s preferred to redesign the part to avoid undercuts. Shown in Figure 1, to form the rectangular opening to the left, a retractable core is required. However, by extending the opening all the way through the top surface, it can be formed by a static core moving in the draw direction of the tool.
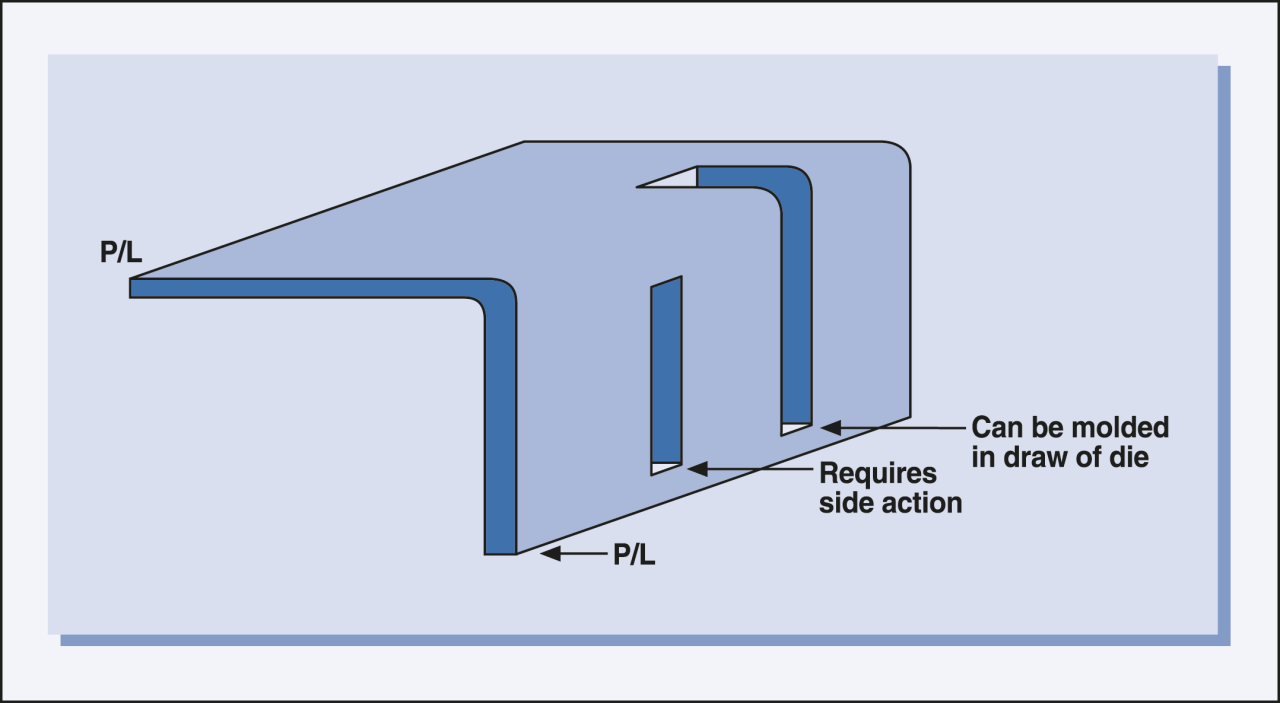
Figure 1 - Gradual transition of wall thicknesses
Incorporating undercuts
Undercuts can't always be avoided. They can even be essential to give the part a certain functionality. There are several ways to allow for or specifically create an undercut.
- Deflection – Dependent on the material and geometry of the undercut it may be possible to apply the "bump-off" principle: a part with a small undercut being ejected from the mold without using side actions. This means that the part temporarily deforms when it’s forced out of the cavity or off the core.
- Inserts – The use of removable inserts that eject with the part is an option, certainly for prototype tooling. The disadvantages are the inserts must be removed from the ejected part and repositioned in the mold; thus, possibly extending the cycle time.
- Cams – Cams or hydraulic/pneumatic cylinders move part of the mold out of the way to permit part ejection. These increase the complexity of the mold, making it more expensive, plus, a controller is required to operate them during the molding cycle. Cycle times will also be affected.
- Slides – By means of angled pins and rods mounted in the mold it may be possible to move the part of the mold forming the undercut in the direction of the angled pin during the opening sequence of the mold. This allows ejection of the part.
- Stepped parting line – By repositioning the parting line it may be possible to eliminate undercut features. Although this may add to the complexity of the tool it is the most recommended solution.
Undercuts and elasticity
When applying a bump-off feature, the part should only temporarily be deformed, and after ejection, be returned to its original shape. This becomes easier when the material used has an intrinsic flexibility.
Envalior’s Arnitel (TPC) can be used as an alternative to conventional rubbers. This material is available in a broad range of hardnesses. Especially the soft Arnitel grades show excellent elasticity and allow for bump-off features.