Simulation of cooling behavior
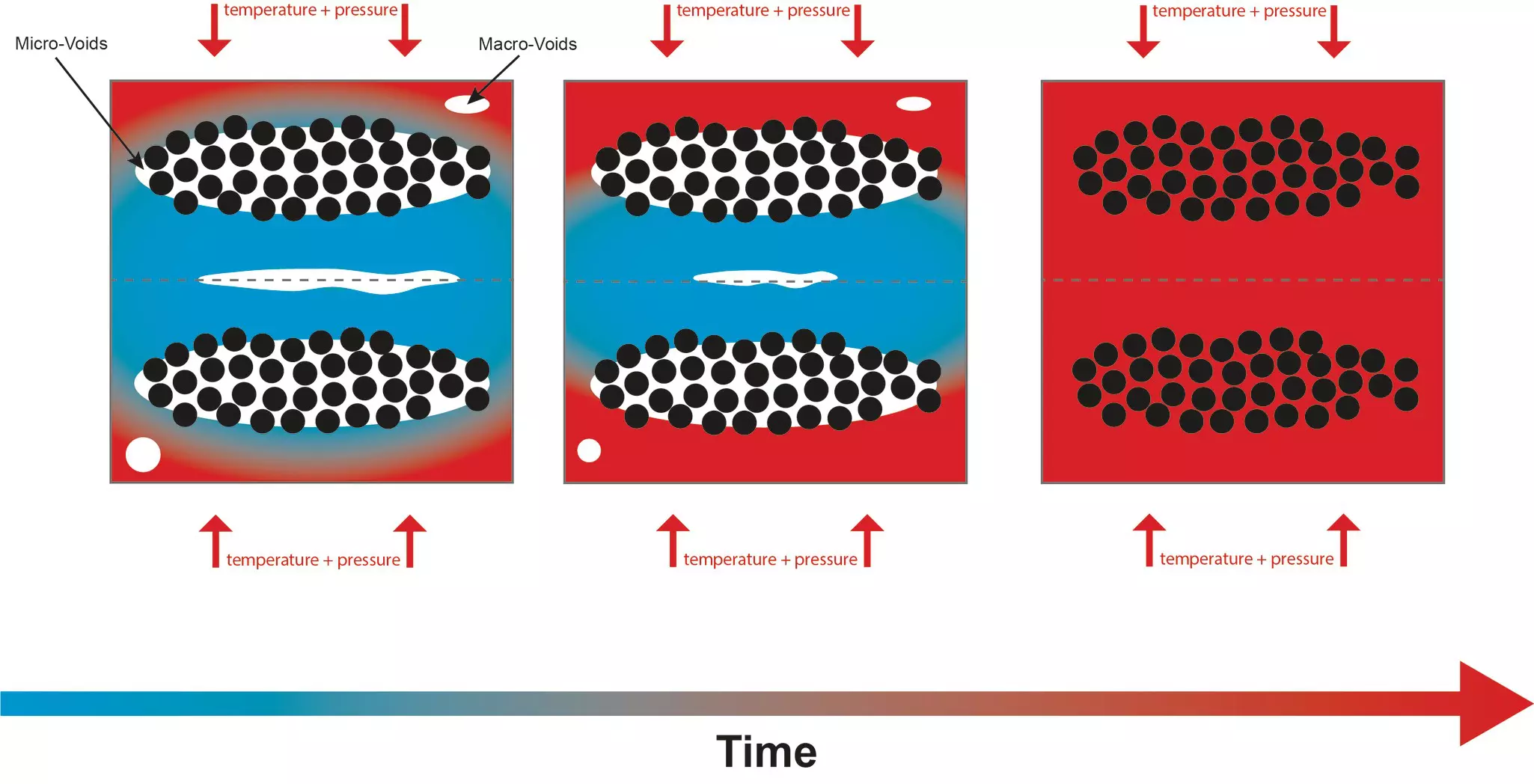
We have supplemented the forming simulation and the new material model for Tepex® with a modeling approach that also supports simulation of thermal processes in heated Tepex® during forming. This simulation model essentially makes it possible to examine uneven cooling under slides, for example, and its reverse effect on drapability, which results from the temperature-dependent material behavior.
As this simulation process requires precise information on the heating process and all the thermal conditions and is much more complex overall than the isothermal approach, it is normally only used for analyzing very specific questions and problems.
Designing Tepex® components independently
In joint development projects we use integrative simulation so as to provide customers with support in developing components. Yet it is also important to give our customers tools they can use to design new applications in Tepex® as part of their own CAE workflow. To this end:
- a material model has been validated for the commercial program Digimat from e-Xstream and populated with data. Our customers can use this program in combination with a number of calculation programs. An appropriate program license is needed to use the Digimat solution.
- a standard material model for LS-Dyna (MAT 58) has been identified with which many different design problems can be dealt with effectively.
- linear material datasets that enable a simple stiffness analysis regardless of the code used have been provided for most Tepex® grades.
An expanding reserve of material parameters is available for all methods. All cases require the orientation distribution, which our experts can calculate by using the one-step draping process, for example, and make available for a specified calculation model, to be saved.
Service along the entire development chain
Our expert team offers the complete know-how that we possess when it comes to materials, composite technologies, simulation methods, component testing, processing and manufacturing. We introduce this expertise to our partnerships with our customers. Our services for Tepex® include:
- Assistance in selecting materials, taking account of component requirements
- Provision of customized polymer grades for insert-molding, hybrid molding and flow-molding
- Materials testing to determine material parameters for mechanical structural analysis and component design
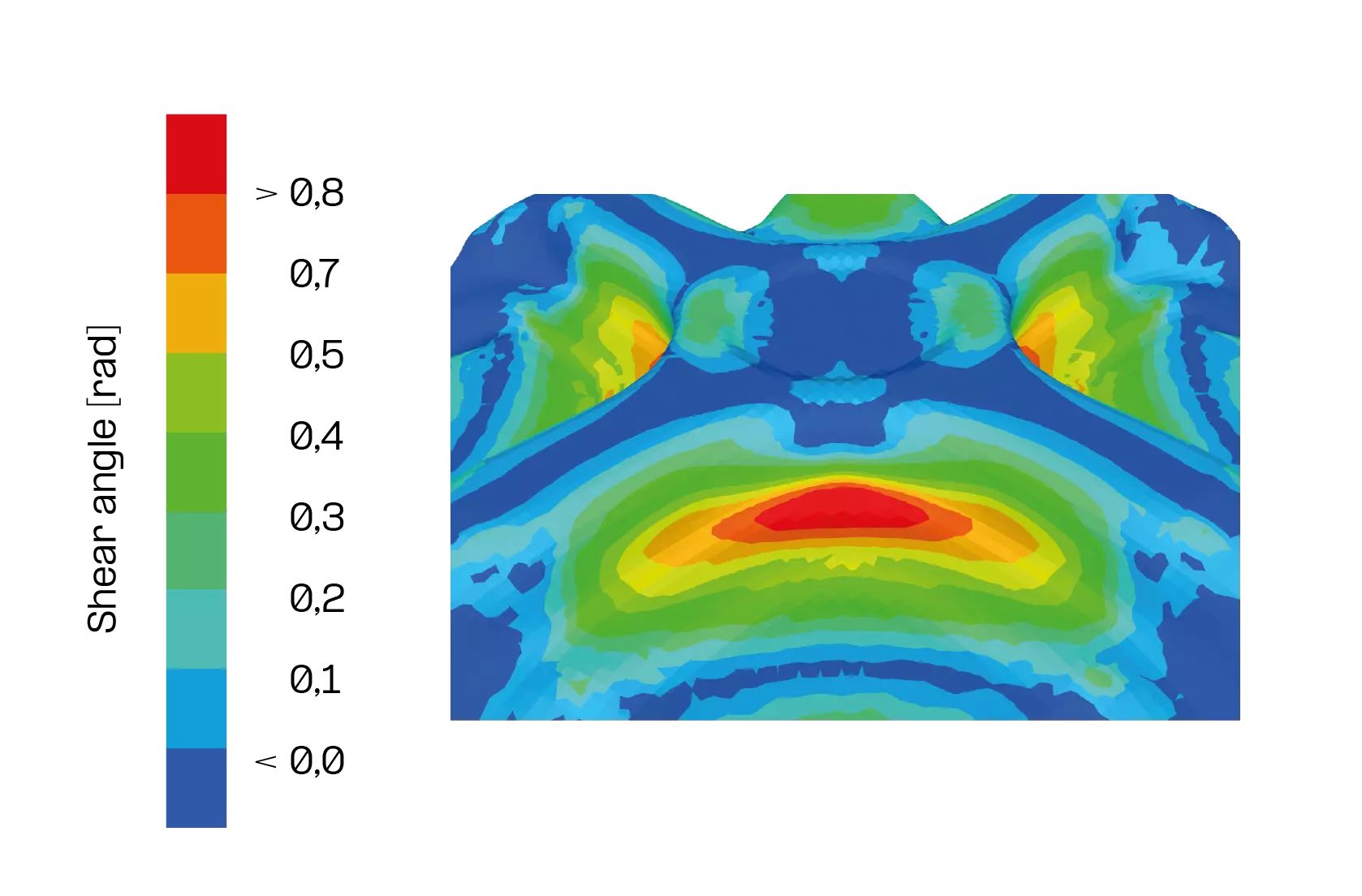
- Simulation of forming (draping) of Tepex®
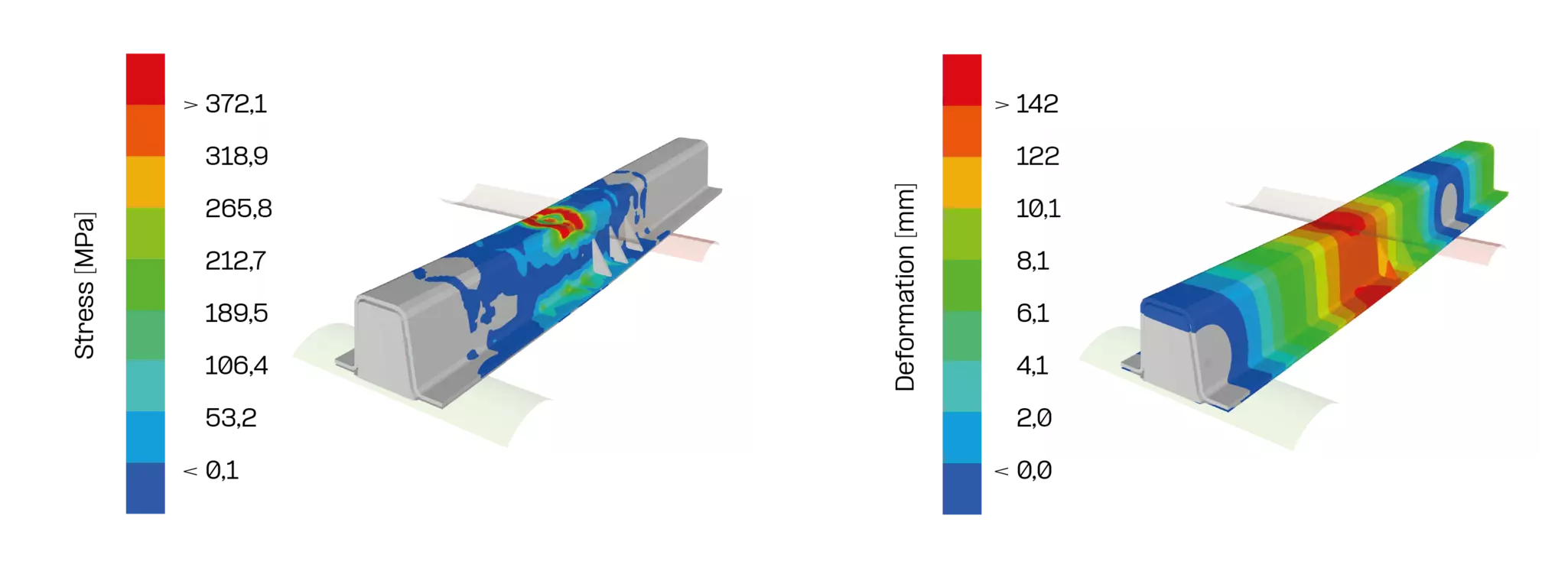
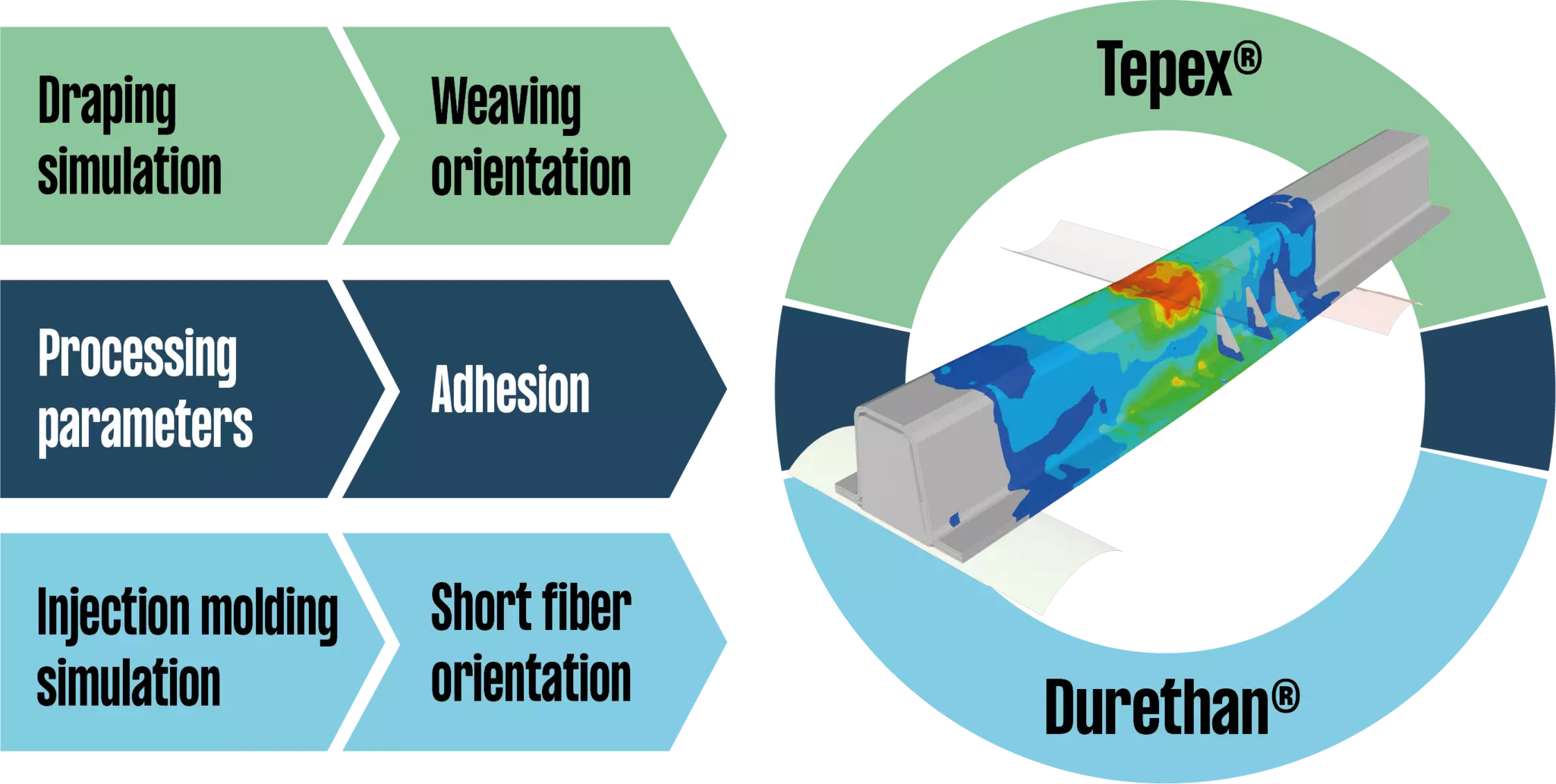
- Integrative simulation for the load-optimized design of continuous-fiber composite components
- Reproduction of customers’ manufacturing processes in our fully automated, production-quality demo cells to determine process parameters and for quality control and improvement
- Component testing such as mechanical component and climate change tests